






Прадукцыя




-

3D-прынтэр SLA6036, размешчаны на лёгкім прынтэры, SLA6036
-
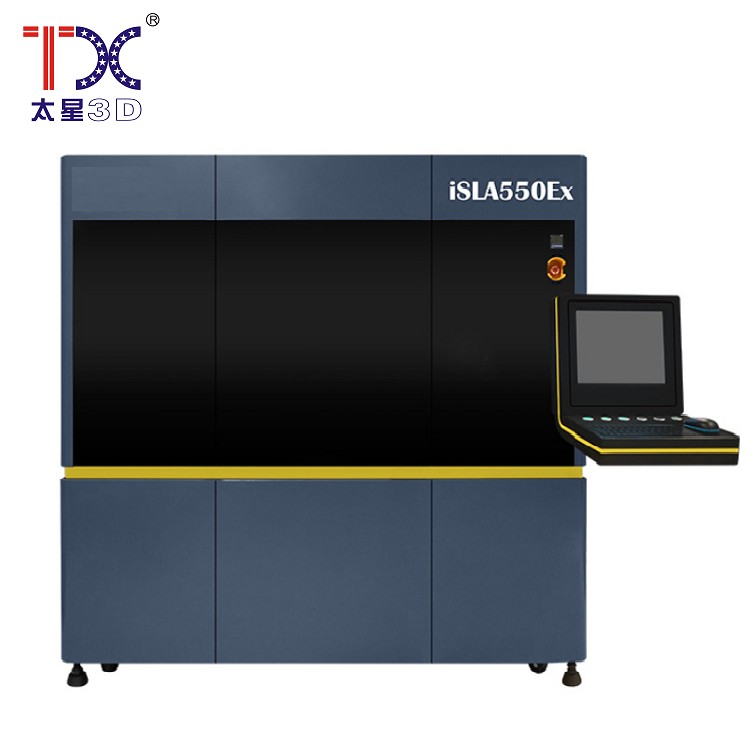
Taisin Light-Adoptive 3D Printer SLA550EX
-
3D -прынтэр Taisin Metal SLM280
-

Тайзін хуткаснае бурэнне і разьбовая машына TX-T6
-

3D-прынтэр Taisin Light-Adoptive
-

3D -прынтэр тайсін ISLM500D
-

3D -прынтэр тайсін ISLM350DN
-
Гарызантальная апрацоўка тайзіна з высокай дакладнасцю ЧПУ HMC TXHD-630
-

Машына для свідравання тайсіна і разрэзанага разрэзанага з ЧПУ TXT-700
-

3D -прынтэр Taisin Metal SLM160
-
Гарызантальная апрацоўка Taisin Gorizont Center YBM-1270
-

3D-прынтэр SLA660, размешчаны на лёгкім прынтэры, SLA660
-

Taisin Vertical CNC TXLC-500 CNC
-
3D -прынтэр тайсін ISLM350D
-
3D-прынтэр SLA1300D з лёгкім прынтэрам SLA1300D
-

Трохравасная чыгуначная машына з высокай калянасцю TAISIN з высокай калянасцю TX-6027



{kind=link}
{kind=link}
{kind=link}
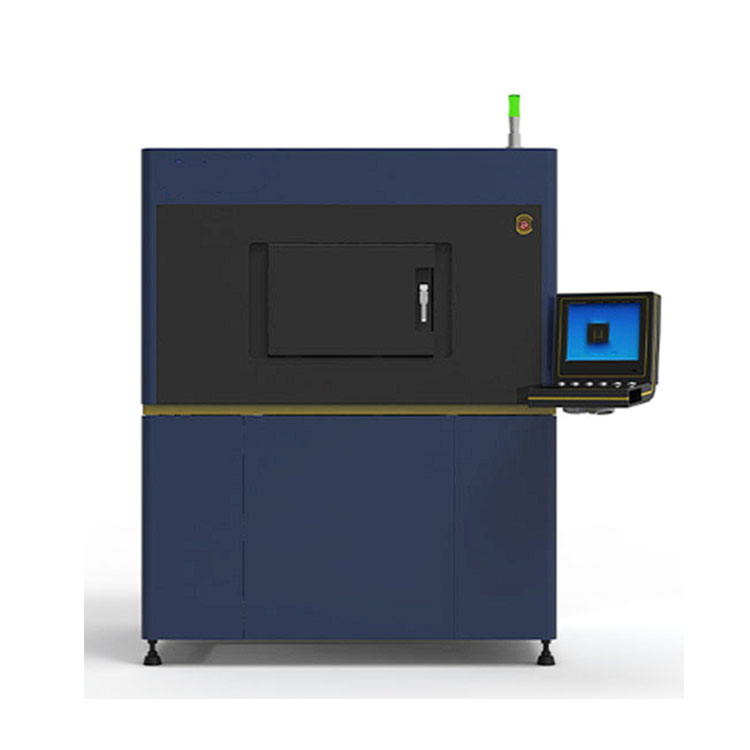
3D -прынтэр тайсін метал iden160
Селектыўнае лазернае плаўленне металаў (SLM)-Гэта тэхналогія 3D -друку, у якой металічны парашок выкарыстоўваецца для прамога друку металічных дэталяў. Пры друку скрабок ужывае пласт металічнага парашка да апорнай пласціны цыліндру ліцця, а лазерны прамень выбарачна растае парашок у адпаведнасці з профілем папярочнага раздзела кожнага пласта часткі для апрацоўкі бягучага пласта. Пасля завяршэння спекання аднаго пласта, сістэма ўздыму памяншае вышыню аднаго пласта перасеку. Відэа для размеркавання парашка распаўсюджвае яшчэ адзін пласт металічнага парашка ў сфармаваны пласт перасеку і грашыць наступны пласт. Гэта пласт па пласце. Пакуль уся частка не ў пэўным сэнсе. Увесь працэс ліцця ажыццяўляецца ў тэхналагічнай камеры, пыласосе або запоўненым ахоўным газам, каб прадухіліць металічную рэакцыю з іншымі газамі пры высокіх тэмпературах.
Апісанне
марк
Селектыўнае лазернае плаўленне металаў (SLM)-Гэта тэхналогія 3D -друку, у якой металічны парашок выкарыстоўваецца для прамога друку металічных дэталяў. Пры друку скрабок ужывае пласт металічнага парашка да апорнай пласціны цыліндру ліцця, а лазерны прамень выбарачна растае парашок у адпаведнасці з профілем папярочнага раздзела кожнага пласта часткі для апрацоўкі бягучага пласта. Пасля завяршэння спекання аднаго пласта, сістэма ўздыму памяншае вышыню аднаго пласта перасеку. Відэа для размеркавання парашка распаўсюджвае яшчэ адзін пласт металічнага парашка ў сфармаваны пласт перасеку і грашыць наступны пласт. Гэта пласт па пласце. Пакуль уся частка не ў пэўным сэнсе. Увесь працэс ліцця ажыццяўляецца ў тэхналагічнай камеры, пыласосе або запоўненым ахоўным газам, каб прадухіліць металічную рэакцыю з іншымі газамі пры высокіх тэмпературах.
У тэхналогііСелектыўнае лазернае плаўленне тэхналогій металаў Taixing выкарыстоўвае лазер з высокай шчыльнасцю энергіі і невялікім дыяметрам плямы, які можа завяршыць выраб складаных частак, для вырабу, для якіх звычайныя метады запатрабуюць тыдняў ці нават месяцаў, за надзвычай кароткі перыяд часу. Утвараныя часткі маюць не толькі дакладную дакладнасць вымярэння, высокую трываласць і высокую масу, але і выдатныя механічныя ўласцівасці і іншыя аспекты. У асноўным ён выкарыстоўваецца для хуткага вырабу высокіх металічных дэталяў з высокім уздзеяннем.
Асноўныя функцыі
Высокая хуткасць, высокая дакладнасць, высокая якасць
Метал 3D -прынтэр таісінг · SLM серыі
Утвараныя дэталі маюць лепшую якасць паверхні без паліроўкі.
Адкінутыя дэталі маюць высокую дакладнасць і выкарыстоўваюцца для вырабу дакладных прататыпаў.
Прамая вытворчасць металічных функцыянальных частак без прамежкавых працэсаў, што значна спрашчае вытворчы працэс.
Ён мае металургічную структуру, высокую шчыльнасць (> 99%), выдатныя механічныя ўласцівасці і дазваляе выключыць неабходнасць у наступнай апрацоўцы.
Падрабязнасці можна зрабіць за лічаныя хвіліны ці гадзіны, у залежнасці ад памеру і складанасці часткі.
Ён можа непасрэдна вырабляць функцыянальныя часткі складанай геаметрычнай формы (напрыклад, зашчапкі, жывыя завесы)
Матэрыял мае шырокі спектр прымянення, а яго металічны парашок можа быць рознымі асобнымі матэрыяламі або шматкампанентнымі матэрыяламі.
Асабліва падыходзяць для адзінай ці малай індывідуальнай налады функцыянальных дэталяў.



Тэхнічныя характарыстыкі IDEN160
| Лазерная сістэма Лазерная сістэма | Лазерны лазер Даўжыня хвалі 1064 нм Лазерная магутнасць 500 Вт |
| Сістэма пераа Сістэма пакрыцця | Метад пакрыцця: скрабок размяркоўвае парашок у двух кірунках. Таўшчыня нармальнага пласта складае 0,03 мм. Хуткай таўшчыня пласта 0,03 ~ 0,10 мм. Таўшчыня дакладнага вытворчага пласта складае 0,02 ~ 0,03 мм. |
| Аптычная сістэма сканавання Аптычны і сканаванне | Лёгкая пляма (дыяметр @ 1/E²) 0,05 ~ 0,15 мм Сканаванне гальванометра ScanLab Хуткасць сканавання часткі 2,0 м/с (рэкамендуецца) Частковая хуткасць скачка 10,0 м/с (рэкамендуецца) Разліковая хуткасць вытворчасці: 1200 зубных крон/24 гадзіны, 75 стаматалагічных брекетаў/24 гадзіны. |
| Сістэма абароны Сістэма шчыта | Ахова азоту газу, аргон (актыўныя металічныя матэрыялы павінны быць абаронены аргонам) Рэгулятар патоку: інтэлектуальная карэкціроўка 0-3 л/мін. Кантроль за пылам і эфектыўная ахоўная сістэма цыркуляцыі газу Выдаленне пылу чацвёрты ўзровень выдалення і ачысткі пылу |
| Зрабіце чан Будаўнічая чан | Стандартны аб'ём каля 5 л. Вытворчая платформа XY 160 мм (х) × 160 мм (у) (без уліку філе і г.д.) Вось Z 200 мм (уключаючы таўшчыню субстрата) Максімальная вага дэталі складае 10 кг. Хуткая замена зборкі субстрата і разборка без адтулін для шруб і хуткай замены адсеку пераходу Дакладны абслугоўванне рухавіка прывада Тып ацяплення: дакладнае ацяпленне рэзістыўнага провада Матэрыялы ліцця: чысты тытан, тытанавы сплаў, сплаў Cobalt Chromium і г.д. |
| Праграмнае забеспячэнне для кіравання Праграмнае забеспячэнне | Тып Ethernet, TCP/IP, IEEE802.3 Праграмнае забеспячэнне для кіравання ISLM 4.0, спецыяльнае праграмнае забеспячэнне для вытворчасці зубоў Праграмнае забеспячэнне для апрацоўкі дадзеных 3Dlayer (праграмнае забеспячэнне для апрацоўкі шматразовага ўзроўню з трыма вымяральнай падтрымкай) Файл інтэрфейсу дадзеных CLI, файл SLC, файл STL |
| Умовы ўстаноўкі Умовы ўстаноўкі | Блок харчавання 220 V (± 10 %) чаргаванне току, 50/60 Гц, адзінкавая фаза, 16 А. Тэмпература навакольнага асяроддзя 20-26 ° С Адносная вільготнасць ніжэй за 40%, без марозу. Памер абсталявання складае 1,10 м (w) × 1,30 м (г) × 1,85 м (с) Вага абсталявання складае каля 1000 кг. |
| Гарантыйны перыяд Гарантаваць | Лазер 5000 гадзін ці 12 месяцаў (у залежнасці ад таго, што будзе раней) Жыццё ўсёй машыны складае 12 месяцаў з дня ўстаноўкі. |
Звяжыцеся з намі
Звязаныя папулярныя прадукты

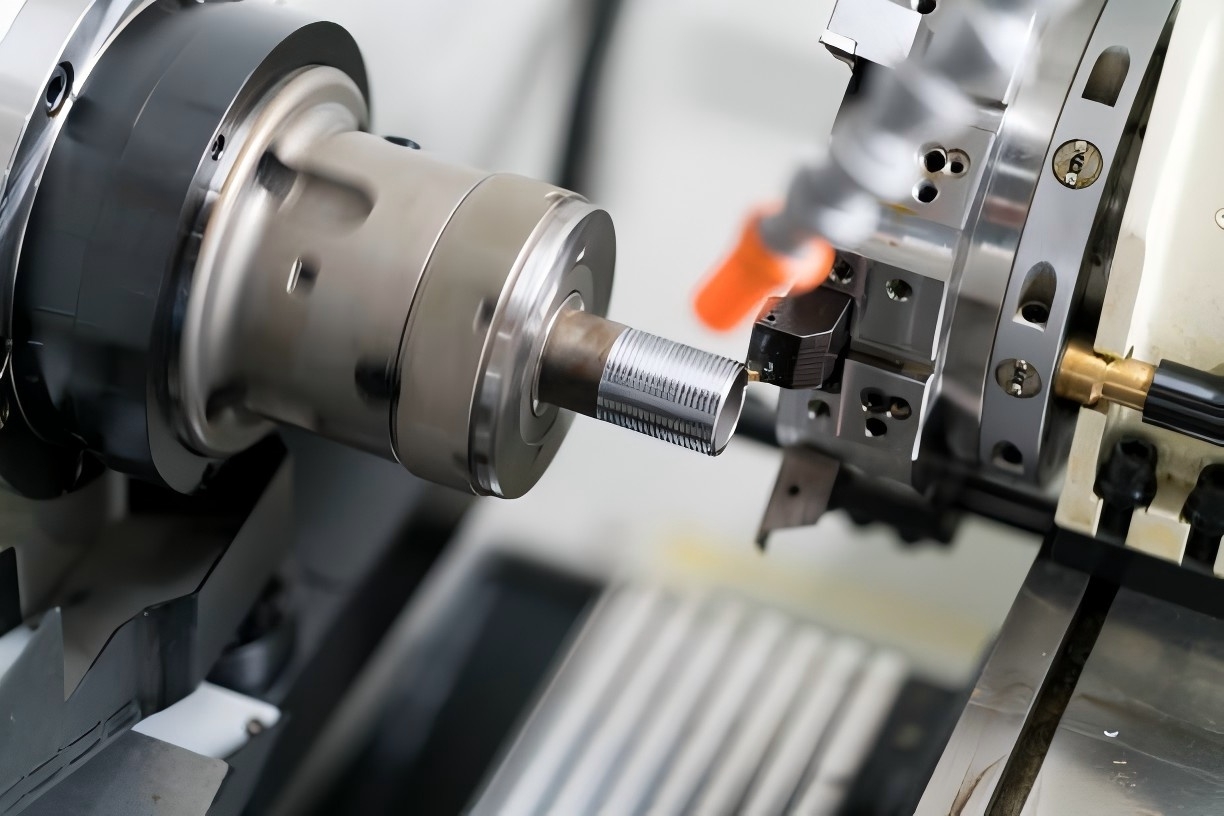
Цэнтр апрацоўкі тайзіна для свідравання і рэзкі нітак TXT-800
Шэраг перапрацоўчых цэнтраў для свідравання і рэжучых нітак шырока выкарыстоўваецца для хуткага свідравання, рэзкі нітак і фрэзеравання невялікіх дэталяў, такіх як электроніка, сантэхніка, машыны, дэталі і медыцынскае абсталяванне; Яны таксама падыходзяць для невялікіх формаў і дакладнасці апрацоўкі медзі;
Трохравасная чыгуначная машына з высокай калянасцю TAISIN з высокай калянасцю TX-6027
Трохпакаёвая машына для рэфармавання высокай калянасці-гэта высокапрадукцыйная машына, спецыяльна распрацаваная для апрацоўкі прэс-формаў і мае выдатную калянасць і стабільнасць. Гэтая мадэль выкарыстоўвае тры -лінійны дызайн кіраўніцтва, што значна павялічвае супраціў вібрацыі і грузападымальнасць машыны, забяспечваючы стабільную і дакладную прадукцыйнасць рэзкі падчас высокай апрацоўкі. Асабліва падыходзіць для апрацоўкі вялікіх, складаных формаў і матэрыялаў з высокай цвёрдасцю. З -за выдатнай дакладнасці і стабільнасці апрацоўкі ён шырока выкарыстоўваецца ў вытворчасці прэс -формаў у аўтамабілях, бытавых прыборах, пластмасе, ціску пад ціскам і іншых галін. Гэта можа эфектыўна скараціць час апрацоўкі і павысіць эфектыўнасць вытворчасці і якасць прадукцыі.
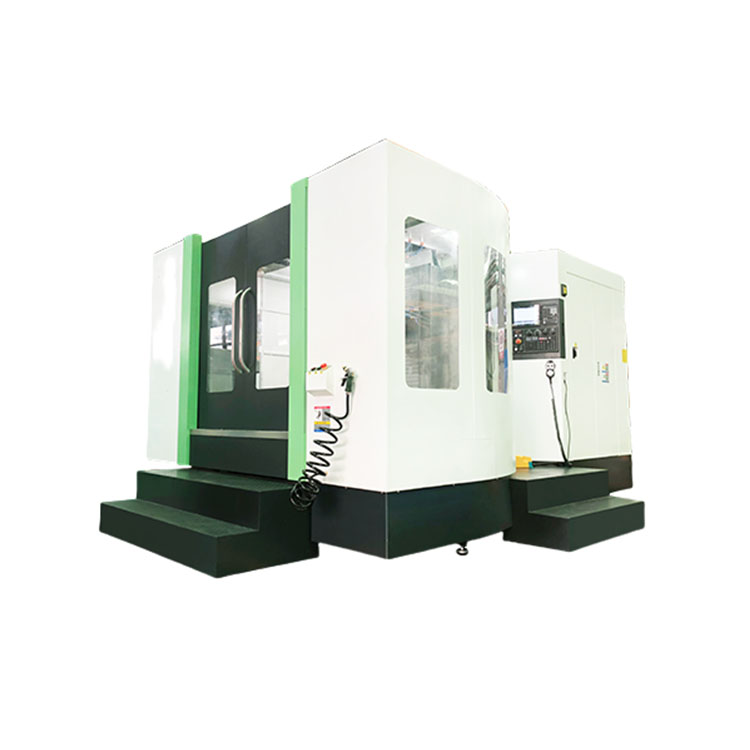
Гарызантальная апрацоўка тайзіна з высокай дакладнасцю ЧПУ HMC TXHD-630
Гарызантальныя цэнтры апрацоўкі з ЧПУ і аўтаматычнымі прыладамі змены паддона распрацаваны з улікам эфектыўнасці і надзейнасці. HMC таксама больш трывалы і мае вялікі інструмент для захоўвання інструментаў. Гэтая канструкцыя павышае паўтаральнасць і агульную універсальнасць. Калі вы проста шукаеце больш надзейнае рашэнне, чым вертыкальны цэнтр апрацоўкі, ёсць таксама гарызантальныя цэнтры апрацоўкі без прылады змены паддона.
Машына для свідравання тайсіна і разрэзанага разрэзанага з ЧПУ TXT-700
Цэнтры для свідравання і рэжучых нітак распрацаваны так, каб яны былі простымі і эфектыўнымі, ідэальна падыходзяць для дакладных, хуткіх і паўторных працэсаў апрацоўкі. Спецыяльны дызайн для свідравання і рэзкі нітак забяспечвае максімальную эфектыўнасць і хуткасць рэзкі нітак, а таксама дазваляе прасвідраваць больш цвёрдыя матэрыялы. Правільныя машыны з ЧПУ ідэальна падыходзяць для апрацоўкі дэталяў з некалькімі адтулінамі, глыбокімі адтулінамі або адтулінамі з разьбой.
3D -прынтэр Taisin Metal SLM280
Селектыўнае лазернае плаўленне металаў (SLM) - гэта тэхналогія 3D -друку, у якой металічны парашок выкарыстоўваецца для прамога друку металічных дэталяў. Пры друку скрабок ужывае пласт металічнага парашка да апорнай пласціны цыліндру ліцця, а лазерны прамень выбарачна растае парашок у адпаведнасці з профілем папярочнага раздзела кожнага пласта часткі для апрацоўкі бягучага пласта. Пасля завяршэння спекання аднаго пласта, сістэма ўздыму памяншае вышыню аднаго пласта перасеку. Відэа для размеркавання парашка распаўсюджвае яшчэ адзін пласт металічнага парашка ў сфармаваны пласт перасеку і грашыць наступны пласт. Гэта пласт па пласце. Пакуль уся частка не ў пэўным сэнсе. Увесь працэс ліцця ажыццяўляецца ў тэхналагічнай камеры, пыласосе або запоўненым ахоўным газам, каб прадухіліць металічную рэакцыю з іншымі газамі пры высокіх тэмпературах.
3D-прынтэр SLA660, размешчаны на лёгкім прынтэры, SLA660
Стэрэалітаграфія (SLA)-гэта хуткасная і высокадакладная тэхналогія 3D-друку. Падрабязнасці друкуюцца пры дапамозе УФ-лазера і вадкага фотапалімера, вылечанага УФ-выпраменьваннем-"фотапалімер". Лазерны прамень кантралюецца, каб сканаваць паверхню вадкай смалы, так што паверхня вадкай смалы цвярдзее, утвараючы адсканаваную плёнку перасеку часткі. Пасля вылечвання аднаго пласта накрыйце нядаўна сфармаваны пласт іншым пластом вадкай смалы і працягвайце сканаваць, каб зацвярдзець і злучыць яго з перасекам раней адхіленай часткі. Гэта адбываецца наперад і назад, пласт на пласт, каб надрукаваць поўную тры -мерную частку.

Цэнтр апрацоўкі партала Taisin YBM-2015
Цэнтр апрацоўкі партала ўяўляе сабой вялікае высокапрафесійнае абсталяванне для апрацоўкі з ЧПУ, спецыяльна распрацаванае для дакладнай апрацоўкі вялікіх і складаных нарыхтовак. Яго дызайн выкарыстоўвае партальны кадр, які мае высокую калянасць і стабільнасць, забяспечвае шматкарыстальніцу, мае шырокі дыяпазон апрацоўкі і падыходзіць для выразання розных складаных контураў. Абсталяванне абсталявана магутным шпіндзелем і высокай сістэмай эксплуатацыі, якія адпавядаюць патрабаванням высокай хуткасці і высокай апрацоўкі. Партальныя цэнтры шырока выкарыстоўваюцца ў аэракасмічнай, суднабудаванні, энергіі, цяжкай інжынерыі, вытворчасці прэс -формаў і іншых галін. Асабліва яны падыходзяць для апрацоўкі вялікіх частак, складаных выгнутыя паверхні і высокіх формаў.

Машына з гравітацыйнай гравітацыйнай машынай EMC-650
Машына з гравітацыйнай мяса-гэта абсталяванне з ЧПУ, якое спалучае ў сабе функцыі гравіроўкі і фрэзеравання. Ён спецыяльна распрацаваны для высокай апрацоўкі дробных дэталяў. У яго ёсць хуткаснае шпіндзель і высокая калянасць, здольная выконваць дакладную апрацоўку складаных контураў, прыдатныя для апрацоўкі розных металаў і неметалічных матэрыялаў, такіх як сталь, алюмініевы сплаў, медзь, пластык і г.д. Гравічасць і фрэзерныя машыны шырока выкарыстоўваюцца ў вытворчасці формаў прэсы, папярэдняй апрацоўцы дэталяў, рэкламных лекаў і вытворчасці будаўнікоў, якія выпрацоўваюць высокі ўзровень, выманне высокай хуткасці. Ён характарызуецца высокай дакладнасцю апрацоўкі, высокай хуткасцю і шырокім дыяпазонам апрацоўкі. Асабліва ён падыходзіць для сцэн, якія патрабуюць тонкай гравіроўкі і светлавога фрэзеравання.
3D-прынтэр SLA6036, размешчаны на лёгкім прынтэры, SLA6036
Стэрэалітаграфія (SLA)-гэта хуткасная і высокадакладная тэхналогія 3D-друку. Падрабязнасці друкуюцца пры дапамозе УФ-лазера і вадкага фотапалімера, вылечанага УФ-выпраменьваннем-"фотапалімер". Лазерны прамень кантралюецца, каб сканаваць паверхню вадкай смалы, так што паверхня вадкай смалы цвярдзее, утвараючы адсканаваную плёнку перасеку часткі. Пасля вылечвання аднаго пласта накрыйце нядаўна сфармаваны пласт іншым пластом вадкай смалы і працягвайце сканаваць, каб зацвярдзець і злучыць яго з перасекам раней адхіленай часткі. Гэта адбываецца наперад і назад, пласт на пласт, каб надрукаваць поўную тры -мерную частку.

Тайзін хуткасны пяцівосевы цэнтр апрацоўкі TX-UC400
Цэнтр апрацоўкі PYATE -восі з высокай хуткасцю -гэта сучасная машына з ЧПУ, якая можа адначасова кантраляваць рух некалькіх восяў пры павароце з высокай хуткасцю і падыходзіць для апрацоўкі складаных выгнутых паверхняў і высокіх дэталяў. Ён шырока выкарыстоўваецца ў аэракасмічнай, аўтамабільнай прамысловасці, апрацоўцы прэс -формаў, дакладных інструментаў і іншых галінах. Ён можа выканаць шматгранную апрацоўку ў адным заціску, знізіць шматлікія памылкі падрыхтоўкі нарыхтовак, а таксама павысіць эфектыўнасць вытворчасці і дакладнасць апрацоўкі. Гэта абсталяванне мае магутныя гнуткія магчымасці апрацоўкі і асабліва падыходзіць для апрацоўкі складаных трох -мерных выгнутых паверхняў і высокіх дэталяў, што значна павялічвае аўтаматызацыю вытворчасці і якасць прадукцыі.

3D-прынтэр Taisin Light-Adoptive
Стэрэалітаграфія (SLA)-гэта хуткасная і высокадакладная тэхналогія 3D-друку. Падрабязнасці друкуюцца пры дапамозе УФ-лазера і вадкага фотапалімера, вылечанага УФ-выпраменьваннем-"фотапалімер". Лазерны прамень кантралюецца, каб сканаваць паверхню вадкай смалы, так што паверхня вадкай смалы цвярдзее, утвараючы адсканаваную плёнку перасеку часткі. Пасля вылечвання аднаго пласта накрыйце нядаўна сфармаваны пласт іншым пластом вадкай смалы і працягвайце сканаваць, каб зацвярдзець і злучыць яго з перасекам раней адхіленай часткі. Гэта адбываецца наперад і назад, пласт на пласт, каб надрукаваць поўную тры -мерную частку.
Taisin Vertical CNC TXLC-500 CNC
Па вертыкальнай машыне (WTL) - адзін з самых традыцыйных тыпаў станка. Яны ідэальна падыходзяць для цяжкай апрацоўкі сярэдняй і вялікай часткі. Па меры развіцця тэхналогій вертыкальныя машыны для павароту становяцца больш універсальнымі. Нашы вертыкальныя машыны для павароту павялічваюць прадукцыйнасць за кошт стабільнай апрацоўкі тонкіх вострых нарыхтоўкі і працоўных прэпаратаў. Асновы і слупок скрынкі -утвараюць вельмі надзейную і цвёрдую структуру. Корпус шпіндзеля са структурай фланца мінімізуе эфект цеплавой дэфармацыі і вібрацыі, забяспечваючы стабільную і дакладную рэзкі.

Таізін высокахуткасны і высокадакладная апрацоўка Цэнтра апрацоўкі дэталяў TX-V8
Цэнтр апрацоўкі дэталяў з высокім узроўнем хуткасці і высокага ўзроўню -гэта абсталяванне для апрацоўкі ЧПУ, якое спалучае ў сабе функцыі фрэзеравання, свідравання, разьбы, сумнага і іншых. Ён спецыяльна распрацаваны для высокай прадукцыі і высокай хуткасці. Ядро мае высокую канструкцыю калянасці і высокі хуткасны шпіндзель, абсталяваны дакладным лінейным накіроўвалым і шарыкавымі шрубамі, каб забяспечыць стабільнасць і дакладнасць падчас апрацоўкі. Цэнтр апрацоўкі абсталяваны сістэмай хуткага зруху і эфектыўнай канструкцыяй выдалення чыпаў, што значна павышае эфектыўнасць апрацоўкі і ўзровень аўтаматызацыі вытворчасці. Ён шырока выкарыстоўваецца ў аэракасмічнай прамысловасці, аўтамабільных дэталях, дакладных інструментах, вытворчасці прэс-формаў і іншых абласцей і падыходзіць для апрацоўкі складаных формаў і высокапрадукцыйных дэталяў з вялікім попытам.
3D-прынтэр SLA660LIT
Стэрэалітаграфія (SLA)-гэта хуткасная і высокадакладная тэхналогія 3D-друку. Падрабязнасці друкуюцца пры дапамозе УФ-лазера і вадкага фотапалімера, вылечанага УФ-выпраменьваннем-"фотапалімер". Лазерны прамень кантралюецца, каб сканаваць паверхню вадкай смалы, так што паверхня вадкай смалы цвярдзее, утвараючы адсканаваную плёнку перасеку часткі. Пасля вылечвання аднаго пласта накрыйце нядаўна сфармаваны пласт іншым пластом вадкай смалы і працягвайце сканаваць, каб зацвярдзець і злучыць яго з перасекам раней адхіленай часткі. Гэта адбываецца наперад і назад, пласт на пласт, каб надрукаваць поўную тры -мерную частку.

Таізін светла-адсочваецца 3D-прынтэр SLA550Lite
Стэрэалітаграфія (SLA)-гэта хуткасная і высокадакладная тэхналогія 3D-друку. Падрабязнасці друкуюцца пры дапамозе УФ-лазера і вадкага фотапалімера, вылечанага УФ-выпраменьваннем-"фотапалімер". Лазерны прамень кантралюецца, каб сканаваць паверхню вадкай смалы, так што паверхня вадкай смалы цвярдзее, утвараючы адсканаваную плёнку перасеку часткі. Пасля вылечвання аднаго пласта накрыйце нядаўна сфармаваны пласт іншым пластом вадкай смалы і працягвайце сканаваць, каб зацвярдзець і злучыць яго з перасекам раней адхіленай часткі. Гэта адбываецца наперад і назад, пласт на пласт, каб надрукаваць поўную тры -мерную частку.

Цэнтр вертыкальнай апрацоўкі высокай дакладнасці тайсіна з ЧПУ VMC TXP-1890
Машыны шэрагу вертыкальных цэнтраў апрацоўкі заснаваны на хуткай і цвёрдай апрацоўцы як асноўнай адпраўной кропкі дызайну, забяспечваючы масавую вытворчасць, дакладнасць апрацоўкі і эфектыўнасць апрацоўкі дэталяў. Модульнае спалучэнне функцый высокаэфектыўнай разгрузкі, хуткага падачы і высокага хуткасці можа задаволіць індывідуальны выбар розных патрэбаў кліентаў у апрацоўцы; Усе ключавыя кампаненты, якія ўплываюць на якасць усёй машыны, імпартуюцца кампанентамі высокай якасці;
Калі ласка, пакіньце нам паведамленне
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese