






Продукти





-

Taisin Light-Adoptive 3D принтер SLA1600D
-

Taisin Light-Adoptive 3D принтер SLA300
-

Taisin вертикален CNC TXLC-500 CNC
-

Taisin Light-Adoptive 3D принтер SLA1900D
-

Център за обработка на CNC на Taisin Pyatioseva за обработка на TXMT-21042
-

Taisin Light-Adopted 3D принтер ISL1100
-
Taisin Metal 3D принтер ISLM350D
-

Taisin Light-Adoptive 3D принтер SLA550LITE
-
Taisin Metal 3D принтер ISLM420DN
-

Център за обработка на портал Taisin YBM-2015
-
Taisin Light-Adopted 3D принтер SLA660LITE
-

Taisin Light-Adoptive 3D принтер SLA500
-

Taisin Metal 3D принтер SLM160
-

Taisin Light-Adopted 3D принтер SLA6036
-
Taisin Light-Adopted 3D принтер SLA1300D
-
Център за хоризонтална обработка на таизин с висока точност на CNC HMC TXHD-630



{kind=link}
{kind=link}
{kind=link}
Taisin Metal 3D принтер ISLM800QN
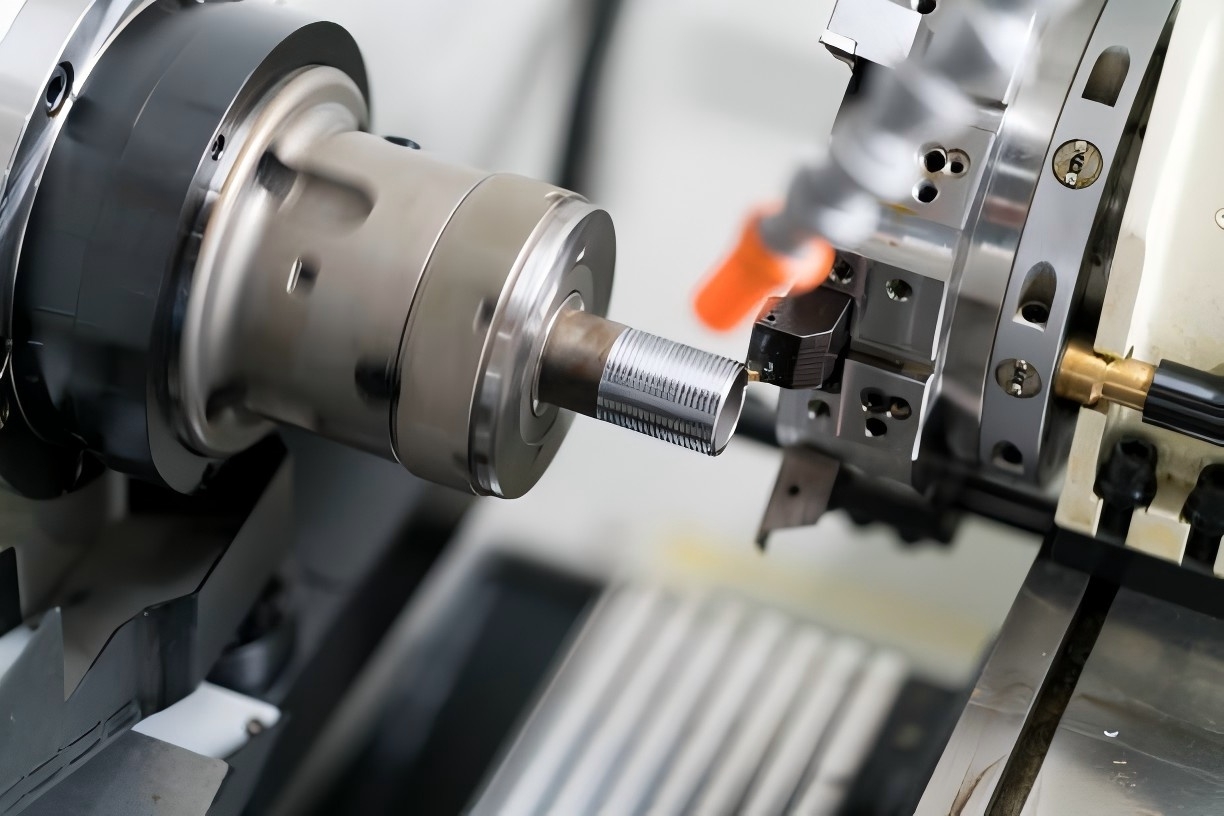
Селективно лазерно топене на метали (SLM)-Това е 3D технология за печат, при която метален прах се използва за директно отпечатване на метални части. При отпечатване скреперът прилага слой метален прах върху поддържащата плоча на образуващия цилиндър, а лазерният лъч избираемо разтопява праха в съответствие с напречната част на всеки слой от частта за обработка на текущия слой. След завършване на синтероването на един слой, повдигащата система намалява височината на един слой напречно сечение. Видеото за разпределението на праха разпределя друг слой метален прах в образувания слой на напречното сечение и греши на следващия слой. Това е слоят от слоя. Докато цялата част не е по някакъв начин. Целият процес на формоване се провежда в технологична камера, вакуумиран или напълнен със защитен газ, за да се предотврати реакцията на металите с други газове при високи температури.
Описание
Маркер
Селективно лазерно топене на метали (SLM)-Това е 3D технология за печат, при която метален прах се използва за директно отпечатване на метални части. При отпечатване скреперът прилага слой метален прах върху поддържащата плоча на образуващия цилиндър, а лазерният лъч избираемо разтопява праха в съответствие с напречната част на всеки слой от частта за обработка на текущия слой. След завършване на синтероването на един слой, повдигащата система намалява височината на един слой напречно сечение. Видеото за разпределението на праха разпределя друг слой метален прах в образувания слой на напречното сечение и греши на следващия слой. Това е слоят от слоя. Докато цялата част не е по някакъв начин. Целият процес на формоване се провежда в технологична камера, вакуумиран или напълнен със защитен газ, за да се предотврати реакцията на металите с други газове при високи температури.
В технологията на селективно лазерно топене на металиТаисинИзползва се лазер с висока енергийна плътност и малък диаметър на петното, който може да завърши производството на сложни части, производството на които с конвенционални методи ще изисква седмици или дори месеци, за изключително кратък цикъл. Оформените части имат не само точна точност на размерите, висока якост и висока плътност на масата, но и имат отлични механични свойства и други аспекти. Използва се главно за бързото производство на висока точност и висококачествени метални части.
Основни характеристики
Висока скорост, висока точност, високо качество
Метален 3D принтер Таисин · SLM серия
Оформените части имат най -доброто качество на повърхността без полиране.
Оформените части имат висока точност и се използват за производството на точни прототипи.
Директното производство на метални функционални части без междинни процеси, което значително опростява производствения процес.
Той има металургична структура, висока плътност (> 99%), отлични механични свойства и ни позволява да изключим нуждата от последваща обработка.
Подробности могат да бъдат направени за няколко минути или часове, в зависимост от размера и сложността на частта.
Функционални детайли на сложна геометрична форма (например ключалки, живи бримки) могат да бъдат направени директно.
Материалът има широк спектър от нанасяне, а металният му прах може да бъде различни материали с еднокомпонент или многокомпонентни материали.
Особено подходящ за индивидуално производство на функционални части от единични или малки партиди.



Технически характеристики на ISLM800QN
| LАзер система Лазерна система | Лазерен тип Volokon Laser × 4 Дължина на вълната 1064 nm Лазерна мощност (500 W/1000 W) × 4 |
| СИзбухване от повторно покритие Система за повторно покритие | Методът на покритието: Скреперът разпределя праха в две посоки. Режим на захранване на прах: Системата за падане на прах и системата за циркулация на праховата верига автоматично обслужват праха. Дебелината на нормалния слой е 0,05 mm. Бързо произвеждат слой с дебелина 0,05 ~ 0,15 мм. Дебелината на прецизния производствен слой е 0,02 ~ 0,05 mm. |
| Оптична система за сканиране Оптично и сканиране | Леко петно (диаметър @ 1/E²) 0,06 ~ 0,20 mm Сканиране на галванометър с високо съдържание на галванометър × 4 × 4 × 4 Скорост на сканиране на част 4,0 m/s (препоръчително) Частична скорост на скок ≥10,0 m/s. |
| СПроект за защита Система за щит | Защитен газов азот, аргон (активните метални материали трябва да бъдат защитени от аргон) Регулатор на потока: Интелектуална настройка 0-5 L/мин. Контрол на прах и ефективна защитна система за циркулация на газа |
| Направете вана Строителство ДД | Стандартният обем е около 500 литра. Производствена платформа XY 800 mm (x) × 700 mm (y) (с изключение на закръглените дупки за винтове и т.н.) Оста Z 1000 mm (включително дебелината на субстрата) Максималното тегло на частта е 300 кг. Вид отопление: Прецизно отопление на проводници за съпротивление Формовидни материали: неръждаема стомана, леярна, титанова сплав, алуминиева сплав, хром с кобалт, никелова сплав, мед и др. |
| PУправление на рограма Софтуер | Тип Ethernet, TCP/IP, IEEE802.3 Производство на ISLM (Presto SLM) 3Dlayer софтуер за обработка на данни (софтуер за обработка на много нива с триизмерна поддръжка) Data CLI файл, SLC файл, STL файл |
| Условия за инсталиране Условия за инсталиране | Захранване 380V (± 10%) от променлив ток 50/60Hz, трифазна, 30A Температура на околната среда 20-26 ° C Относителната влажност е под 40%, без замръзване. Размер на оборудването 3,15 m (w) × 2,55 m (d) × 3,95 m (c) Теглото на оборудването е около 12 000 кг (с изключение на платформата за повдигане). |
| Гаранционен период Гаранция | Лазерни 5000 часа или 12 месеца (в зависимост от това какво ще дойде по -рано) Животът на цялата машина е 12 месеца от датата на инсталиране. |
Свържете се с нас
Свързани популярни продукти
Център за хоризонтална обработка на Таисин YBM-1270
Хоризонталният център за обработка е високоефективен и високо прецизен CNC с хоризонтално разположение на шпиндела, подходящ за обработка на сложни части и серийно производство. Машината е оборудвана с многооксиална функция за връзка и автоматичен инструмент за смяна на инструмента, което позволява обработката на няколко повърхности и сложни извити повърхности в една скоба, намалявайки количеството на времето на скобата и грешките в обработката. Хоризонталните центрове за обработка обикновено се използват за ефективно обработка на тежки заготовки и имат добра работа на отстраняването на чипове. Те са подходящи за аерокосмическа, автомобилна индустрия, машиностроене, големи форми и други области. Поради високата твърдост, отличната стабилност на обработката и ефективните възможности за обработка, тя се използва широко в индустриите, където се изискват висока производителност и точност.

Taisin високоскоростно пробиване и резбова машина TX-T6
Машина с висока скорост за пробиване и рязане на нишки е ефективно технологично оборудване, което комбинира функциите на пробиване и рязане на нишки. Той е специално проектиран за изискванията за висока точност и обработка с висока скорост. Това оборудване използва усъвършенствана система за ЦПУ и високоскоростно вретено, което ви позволява да извършвате сложни нишки за пробиване и рязане с няколко дупки за кратко време. Той има характеристиките на висока стабилност, висока точност и значително подобрена ефективност на производството и е подходяща за масово производство и точна обработка на сложни части. Той се използва широко в автомобилната индустрия, електронните продукти, аерокосмическото пространство, машинното изграждане и други индустрии и е особено подходящ за бърза обработка на метални, пластмасови и други материали.
Taisin Metal 3D принтер ISLM600QN
Селективното лазерно топене на метали (SLM) е технология за 3D печат, при която метален прах се използва за директно отпечатване на метални части. При отпечатване скреперът прилага слой метален прах върху поддържащата плоча на образуващия цилиндър, а лазерният лъч избираемо разтопява праха в съответствие с напречната част на всеки слой от частта за обработка на текущия слой. След завършване на синтероването на един слой, повдигащата система намалява височината на един слой напречно сечение. Видеото за разпределението на праха разпределя друг слой метален прах в образувания слой на напречното сечение и греши на следващия слой. Това е слоят от слоя. Докато цялата част не е по някакъв начин. Целият процес на формоване се провежда в технологична камера, вакуумиран или напълнен със защитен газ, за да се предотврати реакцията на металите с други газове при високи температури.
Taisin Light-Adopted 3D принтер SLA660LITE
Стереолитографията (SLA) е високоскоростна и високоточна технология за 3D печат. Подробностите се отпечатват с помощта на UV лазер и течен фотополимер, излекуван от UV лъчение-„фотополимер“. Лазерният лъч се контролира, за да сканира повърхността на течната смола, така че повърхността на течната смола да се втвърди, образувайки сканирания филм на напречното сечение на частта. След като излекувате един слой, покрийте новосформирания слой с друг слой течна смола и продължете да сканирате, за да се втвърди и комбинира с напречното сечение на предварително отхвърлената част. Това се случва напред и назад, слой от слой за отпечатване на пълна триизмерна част.
Taisin Light-Adoptive 3D принтер SLA500
Стереолитографията (SLA) е високоскоростна и високоточна технология за 3D печат. Подробностите се отпечатват с помощта на UV лазер и течен фотополимер, излекуван от UV лъчение-„фотополимер“. Лазерният лъч се контролира, за да сканира повърхността на течната смола, така че повърхността на течната смола да се втвърди, образувайки сканирания филм на напречното сечение на частта. След като излекувате един слой, покрийте новосформирания слой с друг слой течна смола и продължете да сканирате, за да се втвърди и комбинира с напречното сечение на предварително отхвърлената част. Това се случва напред и назад, слой от слой за отпечатване на пълна триизмерна част.

Център за обработка на високоскоростен и висок ток за обработка на части TX-V8
Център за обработка на високи и високи прецизии за части е оборудване за обработка на ЦПУ, което съчетава функциите на фрезоване, пробиване, дърворезба, скучно и други. Той е специално проектиран за производство с висока точност и висока скорост. Ядрото му има дизайн с висока коравина и високоскоростен шпиндел, оборудван с прецизни линейни водачи и винтове за топка, за да се осигури стабилност и точност по време на обработката. Центърът за обработка е оборудван със система за бързо изместване и ефективен дизайн на премахване на чипове, което значително повишава ефективността на обработката и нивото на автоматизация на производството. Той се използва широко в аерокосмическата индустрия, автомобилни детайли, прецизни инструменти, производство на форми за пресата и други области и е подходящ за обработка на сложни форми и части с висока точност с високо търсене.
Taisin вертикален CNC TXLC-500 CNC
Вертикално Tokure Machine (WTL) е един от най -традиционните видове машинни инструменти. Те са идеални за тежка обработка на средни и големи части. С развитието на технологията вертикалните машини за завиване стават по -универсални. Нашите вертикални машини за завиване повишават производителността поради стабилна обработка на тънки заготовки и работни препарати. Основата и колоната на кутията, подобна на типа, образуват високо надеждна и твърда структура. Корпусът на шпиндела със структурата на фланеца свежда до минимум ефекта на термичната деформация и вибрации, осигурявайки стабилно и точно рязане.
Taisin Metal 3D принтер SLM280
Селективното лазерно топене на метали (SLM) е технология за 3D печат, при която метален прах се използва за директно отпечатване на метални части. При отпечатване скреперът прилага слой метален прах върху поддържащата плоча на цилиндъра за формоване, а лазерният лъч избираемо разтопява праха в съответствие с профила на напречната секция на всеки слой от частта за обработка на текущия слой. След завършване на синтероването на един слой, повдигащата система намалява височината на един слой напречно сечение. Видеото за разпределението на праха разпределя друг слой метален прах в образувания слой на напречното сечение и греши на следващия слой. Това е слоят от слоя. Докато цялата част не е по някакъв начин. Целият процес на формоване се провежда в технологична камера, вакуумиран или напълнен със защитен газ, за да се предотврати реакцията на металите с други газове при високи температури.

Taisin Light-Adopted 3D принтер SLA660
Стереолитографията (SLA) е високоскоростна и високоточна технология за 3D печат. Подробностите се отпечатват с помощта на UV лазер и течен фотополимер, излекуван от UV лъчение-„фотополимер“. Лазерният лъч се контролира, за да сканира повърхността на течната смола, така че повърхността на течната смола да се втвърди, образувайки сканирания филм на напречното сечение на частта. След като излекувате един слой, покрийте новосформирания слой с друг слой течна смола и продължете да сканирате, за да се втвърди и комбинира с напречното сечение на предварително отхвърлената част. Това се случва напред и назад, слой от слой за отпечатване на пълна триизмерна част.
Център за хоризонтална обработка на таизин с висока точност на CNC HMC TXHD-630
Разработени са хоризонтални центрове за обработка с CNC и автоматични устройства за смяна на палети, като се вземат предвид ефективността и надеждността. HMC също е по -траен и има голям инструмент за съхранение на инструменти. Този дизайн увеличава повторяемостта и общата гъвкавост. Ако просто търсите по -надеждно решение от вертикален център за обработка, има и хоризонтални центрове за обработка без устройство за смяна на пластмаса.
Taisin Light-Adoptive 3D принтер SLA550LITE
Стереолитографията (SLA) е високоскоростна и високоточна технология за 3D печат. Подробностите се отпечатват с помощта на UV лазер и течен фотополимер, излекуван от UV лъчение-„фотополимер“. Лазерният лъч се контролира, за да сканира повърхността на течната смола, така че повърхността на течната смола да се втвърди, образувайки сканирания филм на напречното сечение на частта. След като излекувате един слой, покрийте новосформирания слой с друг слой течна смола и продължете да сканирате, за да се втвърди и комбинира с напречното сечение на предварително отхвърлената част. Това се случва напред и назад, слой от слой за отпечатване на пълна триизмерна част.

Taisin Light-Adoptive 3D принтер SLA550
Стереолитографията (SLA) е високоскоростна и високоточна технология за 3D печат. Подробностите се отпечатват с помощта на UV лазер и течен фотополимер, излекуван от UV лъчение-„фотополимер“. Лазерният лъч се контролира, за да сканира повърхността на течната смола, така че повърхността на течната смола да се втвърди, образувайки сканирания филм на напречното сечение на частта. След като излекувате един слой, покрийте новосформирания слой с друг слой течна смола и продължете да сканирате, за да се втвърди и комбинира с напречното сечение на предварително отхвърлената част. Това се случва напред и назад, слой от слой за отпечатване на пълна триизмерна част.

Taisin Light-Adoptive 3D принтер SLA200
Стереолитографията (SLA) е високоскоростна и високоточна технология за 3D печат. Подробностите се отпечатват с помощта на UV лазер и течен фотополимер, излекуван от UV лъчение-„фотополимер“. Лазерният лъч се контролира, за да сканира повърхността на течната смола, така че повърхността на течната смола да се втвърди, образувайки сканирания филм на напречното сечение на частта. След като излекувате един слой, покрийте новосформирания слой с друг слой течна смола и продължете да сканирате, за да се втвърди и комбинира с напречното сечение на предварително отхвърлената част. Това се случва напред и назад, слой от слой за отпечатване на пълна триизмерна част.
Taisin Metal 3D принтер ISLM420DN
Селективното лазерно топене на метали (SLM) е технология за 3D печат, при която метален прах се използва за директно отпечатване на метални части. При отпечатване скреперът прилага слой метален прах върху поддържащата плоча на цилиндъра за формоване, а лазерният лъч избираемо разтопява праха в съответствие с профила на напречната секция на всеки слой от частта за обработка на текущия слой. След завършване на синтероването на един слой, повдигащата система намалява височината на един слой напречно сечение. Видеото за разпределението на праха разпределя друг слой метален прах в образувания слой на напречното сечение и греши на следващия слой. Това е слоят от слоя. Докато цялата част не е по някакъв начин. Целият процес на формоване се провежда в технологична камера, вакуумиран или напълнен със защитен газ, за да се предотврати реакцията на металите с други газове при високи температури.
Taisin Light-Adoptive 3D принтер SLA1600D
Стереолитографията (SLA) е високоскоростна и високоточна технология за 3D печат. Подробностите се отпечатват с помощта на UV лазер и течен фотополимер, излекуван от UV лъчение-„фотополимер“. Лазерният лъч се контролира, за да сканира повърхността на течната смола, така че повърхността на течната смола да се втвърди, образувайки сканирания филм на напречното сечение на частта. След като излекувате един слой, покрийте новосформирания слой с друг слой течна смола и продължете да сканирате, за да се втвърди и комбинира с напречното сечение на предварително отхвърлената част. Това се случва напред и назад, слой от слой за отпечатване на пълна триизмерна част.
Taisin Metal 3D принтер SLM160
Селективното лазерно топене на метали (SLM) е технология за 3D печат, при която метален прах се използва за директно отпечатване на метални части. При отпечатване скреперът прилага слой метален прах върху поддържащата плоча на цилиндъра за формоване, а лазерният лъч избираемо разтопява праха в съответствие с профила на напречната секция на всеки слой от частта за обработка на текущия слой. След завършване на синтероването на един слой, повдигащата система намалява височината на един слой напречно сечение. Видеото за разпределението на праха разпределя друг слой метален прах в образувания слой на напречното сечение и греши на следващия слой. Това е слоят от слоя. Докато цялата част не е по някакъв начин. Целият процес на формоване се провежда в технологична камера, вакуумиран или напълнен със защитен газ, за да се предотврати реакцията на металите с други газове при високи температури.
Моля, оставете ни съобщение
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese