






Proizvodi





-

Taisin trožina željeznička mašina velike krutosti TX-6027
-

Taisin Portal Centar za preradu YBM-2015
-

Taisin Light-usvojen 3D pisač SLA660
-

Taisin Metal 3D štampač SLM160
-

Taisin Metal 3D štampač ISLM500D
-
Taisin horizontalni centar za obradu YBM-1270
-

Mašina za rezanje i navojna rezanja taisin sa CNC TXT-700
-

Taisin Light-usvojit 3D pisač SLA550lite
-

Taisin Metal 3D štampač ISLM800QN
-
Taisin metal 3D štampač ISLM420DN
-
Taisin Light-usvojen 3D pisač SLA660lite
-

Taisin lagano usvajanje 3D pisač SLA200
-
Taisin Metal 3D štampač SLM280
-
Taisin Light-usvojio 3D pisač SLA880
-

Taisin lagano usvajanje 3D pisač SLA1900D
-

Taisin Pyatiseva CNC Centar za preradu za obradu TXMT-21042



{kind=link}
{kind=link}
{kind=link}
Taisin Metal 3D štampač ISLM600QN
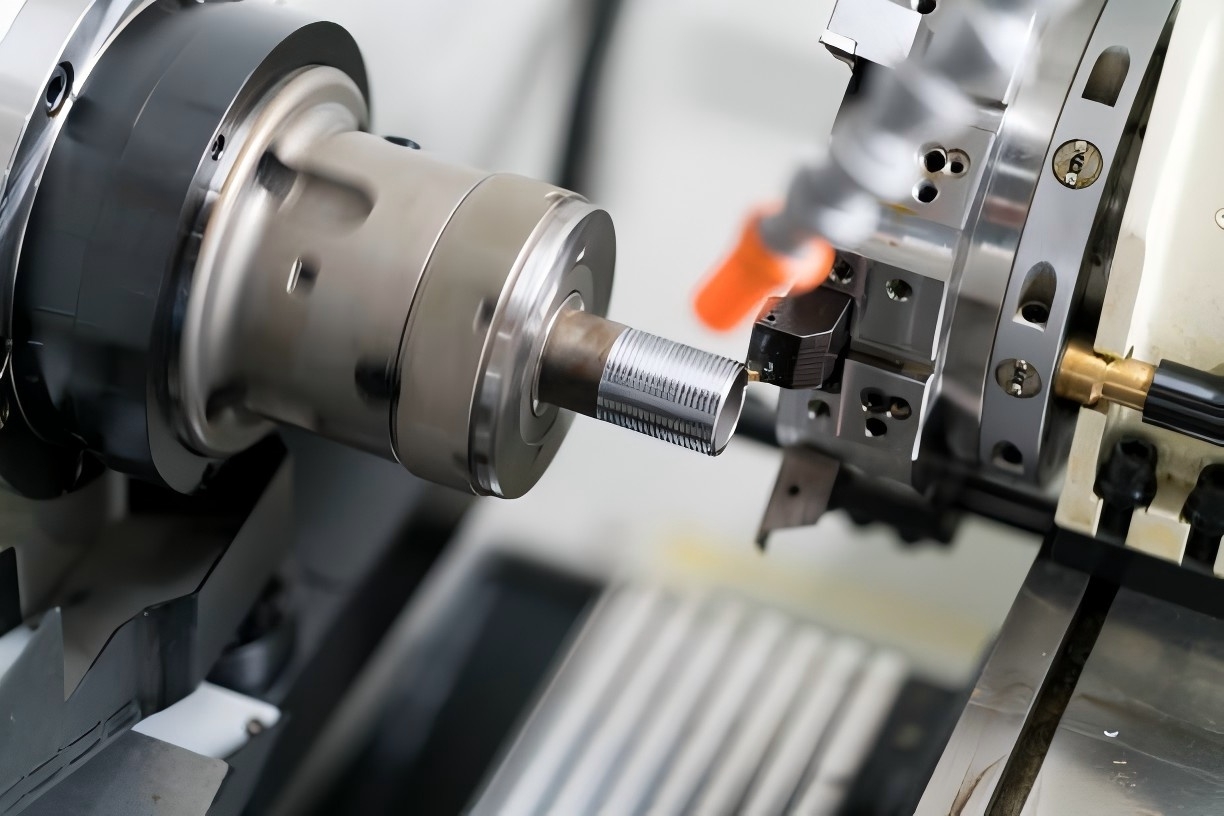
Selektivno lasersko topljenje metala (SLM)-Ovo je 3D tehnologija štampanja u kojoj se metalni prah koristi za direktno štampanje metalnih dijelova. Prilikom ispisa, strugač primjenjuje sloj metalnog praha na potpornu ploču cilindra za oblikovanje, a laserski snop selektivno topi prah u skladu s poprečnim dijelom svakog sloja za obradu trenutnog sloja. Nakon završetka sinterije jednog sloja, sustav za podizanje smanjuje visinu jednog sloja presjeka. Video za distribuciju praha distribuira još jedan sloj metalnog praha u formirani sloj presjeka i grijesi sljedeći sloj. Ovo je sloj pored sloja. Sve dok cijeli dio nije na neki način. Čitav postupak oblikovanja vrši se u tehnološkoj komori, usisava ili ispunjena zaštitnim plinom kako bi se spriječila reakcija metala s drugim gasovima na visokim temperaturama.
Opis
marker
Selektivno lasersko topljenje metala (SLM)-Ovo je 3D tehnologija štampanja u kojoj se metalni prah koristi za direktno štampanje metalnih dijelova. Prilikom ispisa, strugač primjenjuje sloj metalnog praha na potpornu ploču cilindra za oblikovanje, a laserski snop selektivno topi prah u skladu s poprečnim dijelom svakog sloja za obradu trenutnog sloja. Nakon završetka sinterije jednog sloja, sustav za podizanje smanjuje visinu jednog sloja presjeka. Video za distribuciju praha distribuira još jedan sloj metalnog praha u formirani sloj presjeka i grijesi sljedeći sloj. Ovo je sloj pored sloja. Sve dok cijeli dio nije na neki način. Čitav postupak oblikovanja vrši se u tehnološkoj komori, usisava ili ispunjena zaštitnim plinom kako bi se spriječila reakcija metala s drugim gasovima na visokim temperaturama.
Taisin tehnologija Koristi se laser s visokom gustoćom energije i mali promjer mjesta, koji može dovršiti proizvodnju složenih dijelova, od kojih bi se proizvodnja s konvencionalnim metodama zahtijevala sedmice ili čak mjeseče, za izuzetno kratki ciklus. Formirani dijelovi ne samo da imaju tačnu dimenzijsku tačnost, visoku čvrstoću i veliku masu gustoću, već imaju i odlična mehanička svojstva i druge aspekte. Uglavnom se koristi za brzu proizvodnju visokohpričavanja i visokokvalitetnih metalnih dijelova.
Ključne karakteristike
Velika brzina, velika tačnost, visoka kvaliteta
Metal 3D štampač Taisin · SLM serija
Formirani dijelovi imaju najbolju kvalitetu površine bez poliranja.
Formirani dijelovi imaju veliku preciznost i koriste se za proizvodnju preciznih prototipa.
Direktna proizvodnja metalnih funkcionalnih dijelova bez posrednih procesa, što u velikoj mjeri pojednostavljuje proces proizvodnje.
Ima metaluršku strukturu, visoku gustoću (> 99%), odličnu mehanička svojstva i omogućava nam da isključimo potrebu za naknadnom obradom.
Detalji se mogu izvršiti u nekoliko minuta ili sati, ovisno o veličini i složenosti dijela.
Funkcionalni detalji složenog geometrijskog oblika (na primjer, zasunske, žive petlje) mogu se izravno napraviti.
Materijal ima širok spektar primjene, a njegov metalni prah može biti razni pojedinačni-pakolovni materijali ili višekomponentni materijali.
Posebno je pogodno za pojedinačnu proizvodnju funkcionalnih dijelova po jednoj ili malim serijama.



Tehničke karakteristike ISLM600QN
| Laserski sistem Laserski sistem | Laserski tip Volokon Laser × 4 Talasna dužina 1064 nm Laserska snaga (500 W / 1000 W) × 4 |
| Ponovna sistema Ponovna sistema | Metoda premaza: strugač distribuira prah u dva smjera. Način napajanja prahom: Prašak koji padajući sistem i cirkulacijski sistem pudera automatski poslužuju prah. Debljina normalnog sloja je 0,05 mm. Brzo proizvede sloj debljine 0,05 ~ 0,15 mm. Debljina preciznog proizvodnog sloja je 0,02 ~ 0,05 mm. |
| Optički sistem skeniranja Optički i skeniranje | Svjetlo mjesto (promjer @ 1 / e²) 0,06 ~ 0,20 mm Skeniranje galvanometra Visokostepeni skeniranje galvanometar × 4 Brzina skeniranja dijela 4,0 m / s (preporučuje se) Djelomična brzina skoka ≥10.0 m / s. |
| Sistem zaštite Shield sistem | Zaštitni plinski azot, Argon (aktivni metalni materijali moraju biti zaštićeni argonom) Regulator streama: Intelektualno podešavanje 0-5 l / min. Kontrola prašine i efektivni zaštitni sistem cirkulacije plina |
| Napravite PDV Građevinski PDV | Standardna zapremina je oko 360 litara. Proizvodna platforma XY 600 mm (x) × 600 mm (Y) (isključujući rupe za zaokruživanje vijaka itd.) Osovina z 1000 mm (uključujući debljinu supstrata) Maksimalna težina dijela je 300 kg. Vrsta grijanja: precizno grijanje žica otpora Materijali za oblikovanje: nehrđajući čelik, ljevaonica, legura titana, aluminijska legura, kobaltna kromirana legura, legura nikla, bakar itd. |
| Softver za upravljanje Softver | Vrsta Ethernet, TCP / IP, IEEE802.3 ISLM proizvodnja (presto SLM) 3DLayer softver za obradu podataka (Multi -level softver za obradu s tri -dimenzionalne podrške) Data CLI datoteka, SLC datoteka, STL datoteka |
| Uslovi instalacije Uslovi instalacije | Napajanje 380 V (± 10%) naizmjenične struje 50 / 60Hz, tri -faze, 30a Temperatura okoliša 20-26 ° C Relativna vlaga je ispod 40%, bez mraza. Veličina opreme 3,30 m (W) × 1,65 m (d) × 4,05 m (c) Težina opreme je oko 8500 kg (isključujući platformu za podizanje). |
| Garantni period Garantovati | Laser 5000 sati ili 12 mjeseci (ovisno o tome što će doći ranije) Život cijele mašine je 12 mjeseci od datuma instalacije. |
Kontaktirajte nas
Srodni popularni proizvodi

Taisin Metal 3D pisač IDEN160
Selektivno lasersko topljenje metala (SLM) je 3D tehnologija ispisa u kojoj se metalni prah koristi za direktno štampanje metalnih dijelova. Prilikom ispisa, strugač primjenjuje sloj metalnog praha na potpornu ploču oblikovanja cilindra, a laserski snop selektivno topi prah u skladu s poprečnim profilom od strane svakog sloja za obradu trenutnog sloja. Nakon završetka sinterije jednog sloja, sustav za podizanje smanjuje visinu jednog sloja presjeka. Video za distribuciju praha distribuira još jedan sloj metalnog praha u formirani sloj presjeka i grijesi sljedeći sloj. Ovo je sloj pored sloja. Sve dok cijeli dio nije na neki način. Čitav postupak oblikovanja vrši se u tehnološkoj komori, usisava ili ispunjena zaštitnim plinom kako bi se spriječila reakcija metala s drugim gasovima na visokim temperaturama.

Taisin lagano usvojen 3D pisač SLA6036
Stereolitografija (SLA) je brzina i visoko precizna tehnologija 3D štampanja. Detalji su tiskani pomoću UV lasera i tekućeg fotopolimera, izliječen od strane UV zračenja - "Photopolimer". Laserski snop se kontrolira za skeniranje površine tečne smole, tako da površina tečne smole očvršćuje formirajući skenirani film presjeka dijela. Nakon stvrdnjavanja jednog sloja, prekrijte novoformirani sloj s drugim slojem tečne smole i nastavite skeniranje na učvršćivanje i kombinirajte ga presjekom prethodno odbijenog dijela. To se događa naprijed i unatrag, sloj sloja za ispis pune tri -dimenzionalnog dijela.
Taisin Pyatiseva CNC Centar za preradu za obradu TXMT-21042
Pet -axis mašina je moderna CNC oprema za preradu sa pet samostalnih pomicanja osovina koje se mogu precizno kontrolirati u pravcima X, Y, Z, A i B za postizanje efikasne i visoke prerade složenih dijelova. Mašina dodaje dvije rotacijske osi (obično osovina A i osi b), što omogućava alatu da prilazi radnom komadu u bilo kojem uglu, što značajno povećava fleksibilnost i efikasnost obrade. Glavne prednosti pet -axle mašine: visoka efikasnost, visoka preciznost, povećani radni vijek, pogodan za složene dijelove.

Taisin brzi centar za obradu visokog brzina za obradu dijelova TX-V8
Centar za preradu visokog brzina i visokohprezentacije za dijelove je CNC oprema za preradu, koja kombinira funkcije glodanja, bušenja, rezbarenja, dosadnih i drugih. Posebno je dizajniran za visoku proizvodnju i proizvodnju visokog brzina. Njegov jezgro ima dizajn visokog krutosti i vretena visokog brzina opremljenu preciznim linearnim vodičima i kugličnim vijcima kako bi se osigurala stabilnost i preciznost tijekom obrade. Centar za preradu opremljen je sistemom za brzo menjanje i efektivnom dizajnu uklanjanja čipova, što značajno povećava efikasnost obrade i nivo automatizacije proizvodnje. Široko se koristi u zrakoplovnoj industriji, podacima o automobilima, preciznim alatima, proizvodnju pressnih obrazaca i drugih područja i pogodan je za obradu složenih oblika i visoke precizne dijelove s velikom potražnjom.
Taisin Metal 3D štampač ISLM800QN
Selektivno lasersko topljenje metala (SLM) je 3D tehnologija ispisa u kojoj se metalni prah koristi za direktno štampanje metalnih dijelova. Prilikom ispisa, strugač primjenjuje sloj metalnog praha na potpornu ploču cilindra za oblikovanje, a laserski snop selektivno topi prah u skladu s poprečnim dijelom svakog sloja za obradu trenutnog sloja. Nakon završetka sinterije jednog sloja, sustav za podizanje smanjuje visinu jednog sloja presjeka. Video za distribuciju praha distribuira još jedan sloj metalnog praha u formirani sloj presjeka i grijesi sljedeći sloj. Ovo je sloj pored sloja. Sve dok cijeli dio nije na neki način. Čitav postupak oblikovanja vrši se u tehnološkoj komori, usisava ili ispunjena zaštitnim plinom kako bi se spriječila reakcija metala s drugim gasovima na visokim temperaturama.
Taisin Light-usvojen 3D pisač SLA660
Stereolitografija (SLA) je brzina i visoko precizna tehnologija 3D štampanja. Detalji su tiskani pomoću UV lasera i tekućeg fotopolimera, izliječen od strane UV zračenja - "Photopolimer". Laserski snop se kontrolira za skeniranje površine tečne smole, tako da površina tečne smole očvršćuje formirajući skenirani film presjeka dijela. Nakon stvrdnjavanja jednog sloja, prekrijte novoformirani sloj s drugim slojem tečne smole i nastavite skeniranje na učvršćivanje i kombinirajte ga presjekom prethodno odbijenog dijela. To se događa naprijed i unatrag, sloj sloja za ispis pune tri -dimenzionalnog dijela.

Centar za preradu portala Taisin sa CNC TXM-9038
Dvije-kolumne vertikalne obrade prilagođava karakteristikama tradicionalnih dvije -kolumne mašine s visokom krutošću, simetričnom strukturom i visokom stabilnosti. Kroz analizu elemenata optimizira se struktura glavnih komponenti, poboljšavaju se dinamičke karakteristike proizvoda i postignu se savršena kombinacija velike snage, visoke momentalne momenta, visoke efikasnosti i visoke efikasnosti i visoke obrade. Pogodan je za velike sektore teške prerade, poput brodogradnje, metalurgije i petrohemije.
Taisin Portal Centar za preradu YBM-2015
Centar za preradu portala je veliko -zizirana oprema za preradu visokog oblikovanja CNC posebno dizajnirana za preciznu obradu velikih i složenih praznina. Njegov dizajn koristi portal okvir koji ima visoku krutost i stabilnost, pruža multi -aksijalnu vezu, ima širok raspon obrade i pogodan je za rezanje različitih složenih kontura. Oprema je opremljena moćnim vretenom i sistemom visokih vodiča, koji ispunjava zahtjeve za preradu visokog brzina i visoke. Centri za preradu portala široko se koriste u zrakoplovnom, brodogradnji, energiji, teškim inženjerstvu, proizvodnjom press obrasca i drugih industrija. Posebno su pogodni za preradu velikih dijelova, složenih zakrivljenih površina i visokih oblika.

Taisin za preradu za bušenje i rezanje TXT-800
Serija prerađivačkih centara za bušenje i rezanje navoja široko se koristi za brzo bušenje, rezanje niti i glodanje malih dijelova, poput elektronike, vodovoda, automobila, dijelova i medicinske opreme; Pogodni su i za male oblike i preciznu obradu bakra;
Taisin lagano usvajanje 3D pisač SLA200
Stereolitografija (SLA) je brzina i visoko precizna tehnologija 3D štampanja. Detalji su tiskani pomoću UV lasera i tekućeg fotopolimera, izliječen od strane UV zračenja - "Photopolimer". Laserski snop se kontrolira za skeniranje površine tečne smole, tako da površina tečne smole očvršćuje formirajući skenirani film presjeka dijela. Nakon stvrdnjavanja jednog sloja, prekrijte novoformirani sloj s drugim slojem tečne smole i nastavite skeniranje na učvršćivanje i kombinirajte ga presjekom prethodno odbijenog dijela. To se događa naprijed i unatrag, sloj sloja za ispis pune tri -dimenzionalnog dijela.
Taisin Metal 3D štampač ISLM350D
Selektivno lasersko topljenje metala (SLM) je 3D tehnologija ispisa u kojoj se metalni prah koristi za direktno štampanje metalnih dijelova. Prilikom ispisa, strugač primjenjuje sloj metalnog praha na potpornu ploču oblikovanja cilindra, a laserski snop selektivno topi prah u skladu s poprečnim profilom od strane svakog sloja za obradu trenutnog sloja. Nakon završetka sinterije jednog sloja, sustav za podizanje smanjuje visinu jednog sloja presjeka. Video za distribuciju praha distribuira još jedan sloj metalnog praha u formirani sloj presjeka i grijesi sljedeći sloj. Ovo je sloj pored sloja. Sve dok cijeli dio nije na neki način. Čitav postupak oblikovanja vrši se u tehnološkoj komori, usisava ili ispunjena zaštitnim plinom kako bi se spriječila reakcija metala s drugim gasovima na visokim temperaturama.

Taisin Light-usvojio 3D pisač SLA550
Stereolitografija (SLA) je brzina i visoko precizna tehnologija 3D štampanja. Detalji su tiskani pomoću UV lasera i tekućeg fotopolimera, izliječen od strane UV zračenja - "Photopolimer". Laserski snop se kontrolira za skeniranje površine tečne smole, tako da površina tečne smole očvršćuje formirajući skenirani film presjeka dijela. Nakon stvrdnjavanja jednog sloja, prekrijte novoformirani sloj s drugim slojem tečne smole i nastavite skeniranje na učvršćivanje i kombinirajte ga presjekom prethodno odbijenog dijela. To se događa naprijed i unatrag, sloj sloja za ispis pune tri -dimenzionalnog dijela.

Taisin Light-usvojit 3D štampač SLA800
Stereolitografija (SLA) je brzina i visoko precizna tehnologija 3D štampanja. Detalji su tiskani pomoću UV lasera i tekućeg fotopolimera, izliječen od strane UV zračenja - "Photopolimer". Laserski snop se kontrolira za skeniranje površine tečne smole, tako da površina tečne smole očvršćuje formirajući skenirani film presjeka dijela. Nakon stvrdnjavanja jednog sloja, prekrijte novoformirani sloj s drugim slojem tečne smole i nastavite skeniranje na učvršćivanje i kombinirajte ga presjekom prethodno odbijenog dijela. To se događa naprijed i unatrag, sloj sloja za ispis pune tri -dimenzionalnog dijela.
3D pisač taisin laganog svjetla SLA1300D
Stereolitografija (SLA) je brzina i visoko precizna tehnologija 3D štampanja. Detalji su tiskani pomoću UV lasera i tekućeg fotopolimera, izliječen od strane UV zračenja - "Photopolimer". Laserski snop se kontrolira za skeniranje površine tečne smole, tako da površina tečne smole očvršćuje formirajući skenirani film presjeka dijela. Nakon stvrdnjavanja jednog sloja, prekrijte novoformirani sloj s drugim slojem tečne smole i nastavite skeniranje na učvršćivanje i kombinirajte ga presjekom prethodno odbijenog dijela. To se događa naprijed i unatrag, sloj sloja za ispis pune tri -dimenzionalnog dijela.

Taisin Light-usvojio 3D pisač SLA1600D
Stereolitografija (SLA) je brzina i visoko precizna tehnologija 3D štampanja. Detalji su tiskani pomoću UV lasera i tekućeg fotopolimera, izliječen od strane UV zračenja - "Photopolimer". Laserski snop se kontrolira za skeniranje površine tečne smole, tako da površina tečne smole očvršćuje formirajući skenirani film presjeka dijela. Nakon stvrdnjavanja jednog sloja, prekrijte novoformirani sloj s drugim slojem tečne smole i nastavite skeniranje na učvršćivanje i kombinirajte ga presjekom prethodno odbijenog dijela. To se događa naprijed i unatrag, sloj sloja za ispis pune tri -dimenzionalnog dijela.
Mašina za rezanje i navojna rezanja taisin sa CNC TXT-700
Centri za bušenje i rezanje niti dizajnirani su tako da budu jednostavni i efikasni, idealno prikladni za precizne, brze i opetovane procese obrade. Poseban dizajn za bušenje i rezanje navoja pruža maksimalnu efikasnost i brzinu rezanja navoja, a takođe vam omogućava da vežbate čvrste materijale. CNC mašine za bušenje idealne su za obradu dijelova s nekoliko rupa, dubokih rupa ili navojnih rupa.
Molim vas ostavite nam poruku
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese