






Proizvodi

Taisin Metal 3D štampač ISLM350DN
Selektivno lasersko topljenje metala (SLM) je 3D tehnologija ispisa u kojoj se metalni prah koristi za direktno štampanje metalnih dijelova. Prilikom ispisa, strugač primjenjuje sloj metalnog praha na potpornu ploču oblikovanja cilindra, a laserski snop selektivno topi prah u skladu s poprečnim profilom od strane svakog sloja za obradu trenutnog sloja. Nakon završetka sinterije jednog sloja, sustav za podizanje smanjuje visinu jednog sloja presjeka. Video za distribuciju praha distribuira još jedan sloj metalnog praha u formirani sloj presjeka i grijesi sljedeći sloj. Ovo je sloj pored sloja. Sve dok cijeli dio nije na neki način. Čitav postupak oblikovanja vrši se u tehnološkoj komori, usisava ili ispunjena zaštitnim plinom kako bi se spriječila reakcija metala s drugim gasovima na visokim temperaturama.
Taisin metal 3D štampač ISLM420DN
Selektivno lasersko topljenje metala (SLM) je 3D tehnologija ispisa u kojoj se metalni prah koristi za direktno štampanje metalnih dijelova. Prilikom ispisa, strugač primjenjuje sloj metalnog praha na potpornu ploču oblikovanja cilindra, a laserski snop selektivno topi prah u skladu s poprečnim profilom od strane svakog sloja za obradu trenutnog sloja. Nakon završetka sinterije jednog sloja, sustav za podizanje smanjuje visinu jednog sloja presjeka. Video za distribuciju praha distribuira još jedan sloj metalnog praha u formirani sloj presjeka i grijesi sljedeći sloj. Ovo je sloj pored sloja. Sve dok cijeli dio nije na neki način. Čitav postupak oblikovanja vrši se u tehnološkoj komori, usisava ili ispunjena zaštitnim plinom kako bi se spriječila reakcija metala s drugim gasovima na visokim temperaturama.

Taisin Metal 3D štampač ISLM500D
Selektivno lasersko topljenje metala (SLM) je 3D tehnologija ispisa u kojoj se metalni prah koristi za direktno štampanje metalnih dijelova. Prilikom ispisa, strugač primjenjuje sloj metalnog praha na potpornu ploču oblikovanja cilindra, a laserski snop selektivno topi prah u skladu s poprečnim profilom od strane svakog sloja za obradu trenutnog sloja. Nakon završetka sinterije jednog sloja, sustav za podizanje smanjuje visinu jednog sloja presjeka. Video za distribuciju praha distribuira još jedan sloj metalnog praha u formirani sloj presjeka i grijesi sljedeći sloj. Ovo je sloj pored sloja. Sve dok cijeli dio nije na neki način. Čitav postupak oblikovanja vrši se u tehnološkoj komori, usisava ili ispunjena zaštitnim plinom kako bi se spriječila reakcija metala s drugim gasovima na visokim temperaturama.
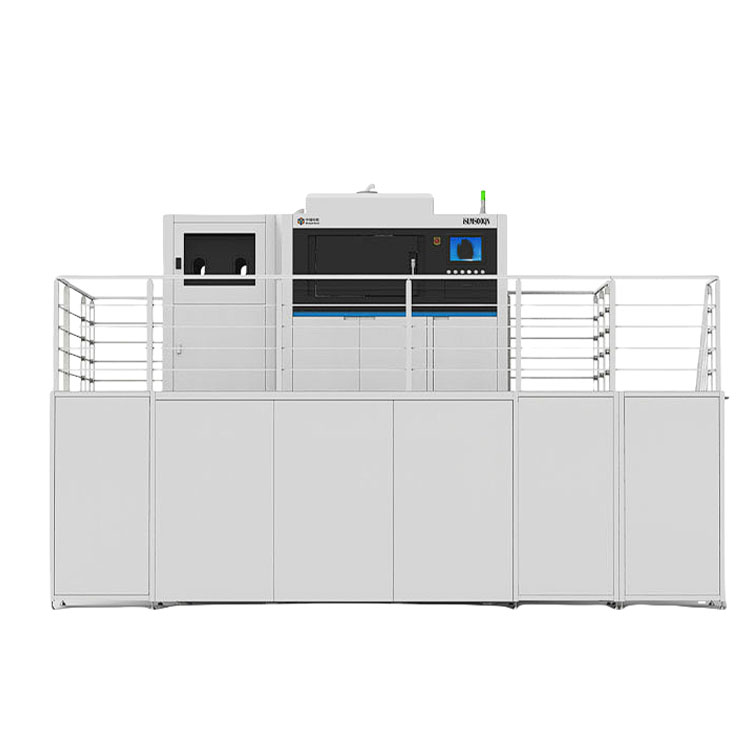
Taisin Metal 3D štampač ISLM600QN
Selektivno lasersko topljenje metala (SLM) je 3D tehnologija ispisa u kojoj se metalni prah koristi za direktno štampanje metalnih dijelova. Prilikom ispisa, strugač primjenjuje sloj metalnog praha na potpornu ploču cilindra za oblikovanje, a laserski snop selektivno topi prah u skladu s poprečnim dijelom svakog sloja za obradu trenutnog sloja. Nakon završetka sinterije jednog sloja, sustav za podizanje smanjuje visinu jednog sloja presjeka. Video za distribuciju praha distribuira još jedan sloj metalnog praha u formirani sloj presjeka i grijesi sljedeći sloj. Ovo je sloj pored sloja. Sve dok cijeli dio nije na neki način. Čitav postupak oblikovanja vrši se u tehnološkoj komori, usisava ili ispunjena zaštitnim plinom kako bi se spriječila reakcija metala s drugim gasovima na visokim temperaturama.

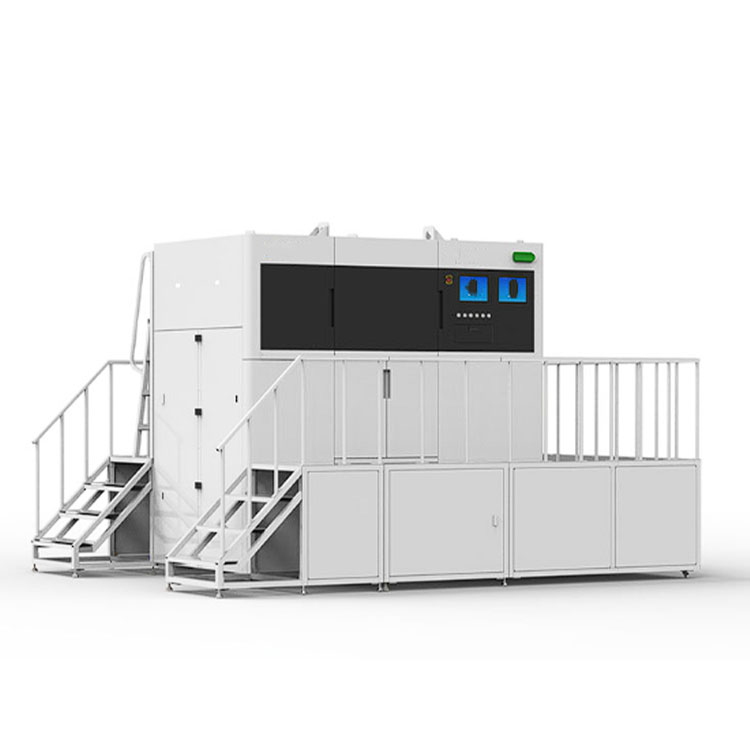
Taisin Metal 3D štampač ISLM800QN
Selektivno lasersko topljenje metala (SLM) je 3D tehnologija ispisa u kojoj se metalni prah koristi za direktno štampanje metalnih dijelova. Prilikom ispisa, strugač primjenjuje sloj metalnog praha na potpornu ploču cilindra za oblikovanje, a laserski snop selektivno topi prah u skladu s poprečnim dijelom svakog sloja za obradu trenutnog sloja. Nakon završetka sinterije jednog sloja, sustav za podizanje smanjuje visinu jednog sloja presjeka. Video za distribuciju praha distribuira još jedan sloj metalnog praha u formirani sloj presjeka i grijesi sljedeći sloj. Ovo je sloj pored sloja. Sve dok cijeli dio nije na neki način. Čitav postupak oblikovanja vrši se u tehnološkoj komori, usisava ili ispunjena zaštitnim plinom kako bi se spriječila reakcija metala s drugim gasovima na visokim temperaturama.
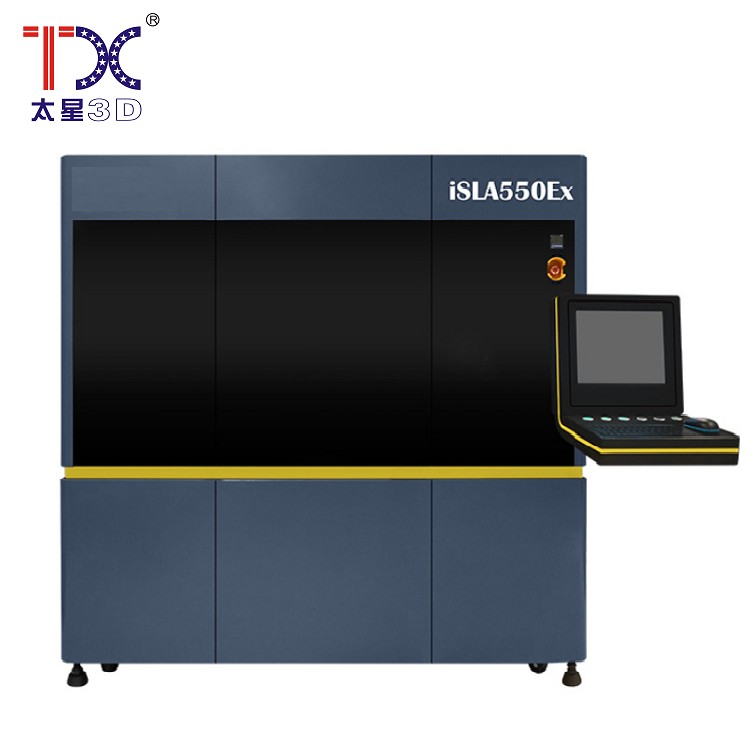
Taisin Light-usvojio 3D pisač SLA550EX
Stereolitografija (SLA) je brzina i visoko precizna tehnologija 3D štampanja. Detalji su tiskani pomoću UV lasera i tekućeg fotopolimera, izliječen od strane UV zračenja - "Photopolimer". Laserski snop se kontrolira za skeniranje površine tečne smole, tako da površina tečne smole očvršćuje formirajući skenirani film presjeka dijela. Nakon stvrdnjavanja jednog sloja, prekrijte novoformirani sloj s drugim slojem tečne smole i nastavite skeniranje na učvršćivanje i kombinirajte ga presjekom prethodno odbijenog dijela. To se događa naprijed i unatrag, sloj sloja za ispis pune tri -dimenzionalnog dijela.

Taisin Light-usvojit 3D pisač SLA550lite
Stereolitografija (SLA) je brzina i visoko precizna tehnologija 3D štampanja. Detalji su tiskani pomoću UV lasera i tekućeg fotopolimera, izliječen od strane UV zračenja - "Photopolimer". Laserski snop se kontrolira za skeniranje površine tečne smole, tako da površina tečne smole očvršćuje formirajući skenirani film presjeka dijela. Nakon stvrdnjavanja jednog sloja, prekrijte novoformirani sloj s drugim slojem tečne smole i nastavite skeniranje na učvršćivanje i kombinirajte ga presjekom prethodno odbijenog dijela. To se događa naprijed i unatrag, sloj sloja za ispis pune tri -dimenzionalnog dijela.

Taisin lagano usvajanje 3D pisač SLA200
Stereolitografija (SLA) je brzina i visoko precizna tehnologija 3D štampanja. Detalji su tiskani pomoću UV lasera i tekućeg fotopolimera, izliječen od strane UV zračenja - "Photopolimer". Laserski snop se kontrolira za skeniranje površine tečne smole, tako da površina tečne smole očvršćuje formirajući skenirani film presjeka dijela. Nakon stvrdnjavanja jednog sloja, prekrijte novoformirani sloj s drugim slojem tečne smole i nastavite skeniranje na učvršćivanje i kombinirajte ga presjekom prethodno odbijenog dijela. To se događa naprijed i unatrag, sloj sloja za ispis pune tri -dimenzionalnog dijela.

Taisin Light-usvojio 3D pisač SLA450
Stereolitografija (SLA) je brzina i visoko precizna tehnologija 3D štampanja. Detalji su tiskani pomoću UV lasera i tekućeg fotopolimera, izliječen od strane UV zračenja - "Photopolimer". Laserski snop se kontrolira za skeniranje površine tečne smole, tako da površina tečne smole očvršćuje formirajući skenirani film presjeka dijela. Nakon stvrdnjavanja jednog sloja, prekrijte novoformirani sloj s drugim slojem tečne smole i nastavite skeniranje na učvršćivanje i kombinirajte ga presjekom prethodno odbijenog dijela. To se događa naprijed i unatrag, sloj sloja za ispis pune tri -dimenzionalnog dijela.
Proizvodi
LLC Syamin Taisin Mehanički električni električni, kompanija je certificiran od strane ISO9001 sustav upravljanja kvalitetom, certificiranje Ocjena i certificiranje. Glavni posao: Pyato -ose CNC sa CNC-om, Pyatički CNC centar za preradu, Pyatoosev CNC, rado ćemo sarađivati s vama!
Molim vas ostavite nam poruku
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese