






Produits





-

Centre de traitement à la taisin pour les fils de forage et de coupe TXT-800
-

Imprimante 3D Taisin Metal 3D ISLM350DN
-

Taisin Centre de traitement à grande vitesse et haute précision pour les pièces de traitement TX-V8
-
Taisin Light-Adoptive 3D Imprimante SLA550EX
-
Taisin Metal 3D Imprimante SLM280
-
Taisin Light-Adoptive 3D Imprimante SLA880
-

Taisin Metal 3D Imprimante SLM160
-

Taisin Machine de moulure de rail à trois fils de rigidité élevée TX-6027
-
Taisin Metal 3D Imprimante ISLM420DN
-

Taisin Light-Adoptive 3D Imprimante SLA550LITE
-
Taisin Horizontal Processing Center avec CNC haute précision HMC TXHD-630
-

Taisin Light-Adoptive 3D Imprimante SLA300
-

Taisin Light-Adoptive 3D Imprimante SLA1600D
-

Taisin Centre de traitement à cinq axes à grande vitesse TX-UC400
-

Taisin Light-Adoptive 3D Imprimante SLA550
-

Taisin Light-Adoptive 3D Imprimante SLA500



{kind=link}
{kind=link}
{kind=link}
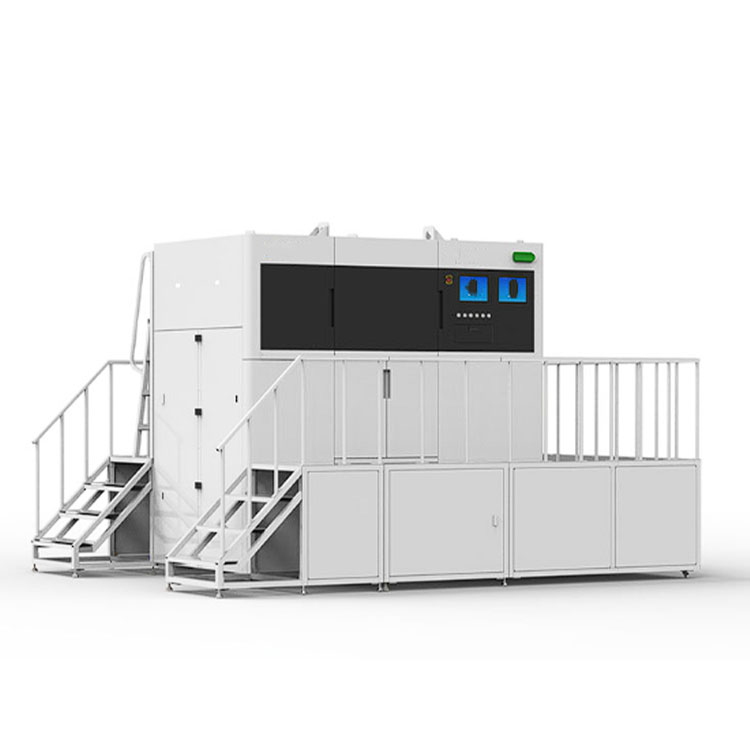
Imprimante 3D Taisin Metal 3D ISLM500D
Maisse au laser sélective des métaux (SLM)-C'est une technologie d'impression 3D dans laquelle la poudre métallique est utilisée pour l'impression directe des pièces métalliques. Lors de l'impression, le grattoir applique une couche de poudre métallique à la plaque de support du cylindre de moulage, et le faisceau laser fond sélectivement la poudre conformément au profil de section transversale de chaque couche de la pièce pour traiter la couche actuelle. Une fois le frittage d'une couche terminée, le système de levage réduit la hauteur d'une couche de section transversale. La vidéo de la distribution de la poudre distribue une autre couche de poudre métallique dans la couche formée de section transversale et péche la couche suivante. Ceci est la couche par la couche. Jusqu'à ce que toute la partie soit en quelque sorte. L'ensemble du processus de moulage est effectué dans une chambre technologique, aspiré ou rempli de gaz protecteur pour empêcher la réaction métallique avec d'autres gaz à des températures élevées.
Description
marqueur
Maisse au laser sélective des métaux (SLM)-C'est une technologie d'impression 3D dans laquelle la poudre métallique est utilisée pour l'impression directe des pièces métalliques. Lors de l'impression, le grattoir applique une couche de poudre métallique à la plaque de support du cylindre de moulage, et le faisceau laser fond sélectivement la poudre conformément au profil de section transversale de chaque couche de la pièce pour traiter la couche actuelle. Une fois le frittage d'une couche terminée, le système de levage réduit la hauteur d'une couche de section transversale. La vidéo de la distribution de la poudre distribue une autre couche de poudre métallique dans la couche formée de section transversale et péche la couche suivante. Ceci est la couche par la couche. Jusqu'à ce que toute la partie soit en quelque sorte. L'ensemble du processus de moulage est effectué dans une chambre technologique, aspiré ou rempli de gaz protecteur pour empêcher la réaction métallique avec d'autres gaz à des températures élevées.
En technologieLa fusion au laser sélective de la technologie des métaux Taixing utilise un laser avec une densité d'énergie élevée et un petit diamètre du spot, qui peut compléter la fabrication de pièces complexes, pour la fabrication dont les méthodes ordinaires nécessiteraient des semaines ou même des mois, sur une période extrêmement courte. Les pièces formées ont non seulement une précision dimensionnelle précise, une forte résistance et une densité de masse élevée, mais ont également d'excellentes propriétés mécaniques et autres aspects. Il est principalement utilisé pour la fabrication rapide de pièces métalliques à haute provision et à haute qualité.
Caractéristiques clés
Grande vitesse, haute précision, haute qualité
Metal 3D Imprimante Taixing · SLM Series
Les pièces formées ont la meilleure qualité de surface sans polissage.
Les pièces coulées ont une grande précision et sont utilisées pour la fabrication de prototypes de précision.
La production directe de pièces fonctionnelles métalliques sans processus intermédiaires, ce qui simplifie considérablement le processus de production.
Il a une structure métallurgique, une densité élevée (> 99%), d'excellentes propriétés mécaniques et vous permet d'exclure la nécessité d'un traitement ultérieur.
Les détails peuvent être faits en quelques minutes ou heures, selon la taille et la complexité de la pièce.
Il peut produire directement des parties fonctionnelles d'une forme géométrique complexe (par exemple, loquet, boucles vivantes)
Le matériau a une large gamme d'applications, et sa poudre métallique peut être divers matériaux individuels ou matériaux multicomposants.
Particulièrement adapté à la fabrication de pièces fonctionnelles individuelles ou à petite échelle pour un ordre individuel.



Caractéristiques techniques de l'ISLM500D
| Système laser Système laser | Type laser laser × 2 Longueur d'onde 1064 nm Puissance laser 500 W × 2 |
| système de revêtement Système de revêtement | La méthode du revêtement: le grattoir distribue la poudre dans deux directions. L'épaisseur de la couche normale est de 0,05 mm. Produisez rapidement une couche d'une épaisseur de 0,05 à 0,15 mm. L'épaisseur de la couche de production de précision est de 0,02 ~ 0,05 mm. |
| Système de balayage optique Optique et scanne | Point léger (diamètre @ 1 / e²) 0,06 ~ 0,20 mm Galvanomètre à balayage élevé Galvanomètre à balayage × 2 Vitesse de scan de pièce 4,0 m / s (recommandée) Vitesse de saut partielle ≥10,0 m / s. La vitesse de production de référence est de 15 à 60 cm³ / h. |
| Système de protection Système de bouclier | Azote de gaz protecteur, argon (les matériaux métalliques actifs doivent être protégés par l'argon) RÉGULATEUR DE STREAT: Réglage intellectuel 0-5 L / min. Contrôle de dépoussiérage et un système de circulation de gaz protectrice efficace |
| Faire de la cuve TVA de construction | Le volume standard est d'environ 160 litres. Plate-forme de production xy 500 mm (x) × 400 mm (y) (à l'exclusion des trous d'arrondi pour les vis, etc.) Un axe Z 900 mm (y compris l'épaisseur du substrat) Le poids maximum de la pièce est de 300 kg. Type de chauffage: chauffage de précision du fil résistif Matériaux de moulage: acier inoxydable, acier de moulage, alliage de titane, alliage d'aluminium, alliage de chrome de cobalt, alliage de nickel, cuivre, etc. |
| Logiciel de gestion LOGICIEL | Type d'Ethernet, TCP / IP, IEEE802.3 Logiciel de production ISLM (Presto SLM) Logiciel de traitement des données 3Dlayer (logiciel de traitement multi-niveaux avec support à trois dimensions) Fichier d'interface de données CLI, fichier SLC, fichier STL |
| Conditions d'installation Conditions d'installation | Alimentation 380 V (± 10%) du courant alternatif 50 / 60Hz, trois phases, 30A Température environnementale 20-26 ° C
L'humidité relative est inférieure à 40%, sans gel. La taille de l'équipement est de 3,05 m (L) × 1,90 m (g) × 3,80 m (c) (foule à ébullition: 3,10 m (c)) Le poids de l'équipement est d'environ 8500 kg (à l'exclusion de la plate-forme d'escalade). |
| Période de garantie GARANTIE | Laser 5000 heures ou 12 mois (selon ce qui va arriver plus tôt) La durée de vie de toute la machine est à 12 mois à compter de la date d'installation. |
Contactez-nous
Produits populaires connexes
Taisin Machine de moulure de rail à trois fils de rigidité élevée TX-6027
Une machine réformatrice à trois lignes de rigidité élevée est une machine haute performance spécialement conçue pour le traitement des formes de presse et a une excellente rigidité et stabilité. Ce modèle utilise une conception en trois lignes du guide, qui augmente considérablement la résistance aux vibrations et la capacité de charge de la machine, offrant des performances de coupe stables et précises pendant le traitement à haute procévision. Particulièrement adapté au traitement de grandes formes complexes et des matériaux de dureté élevée. En raison de l'excellente précision et de la stabilité du traitement, il est largement utilisé dans la production de formes de presse dans les voitures, les appareils ménagers, les plastiques, la pression sous pression et d'autres industries. Il peut réduire efficacement le temps de traitement et augmenter l'efficacité de la production et la qualité du produit.
Taisin Light-Adoptive 3D Imprimante SLA550
La stéréolithographie (SLA) est une technologie d'impression 3D à grande vitesse et haute précision. Les détails sont imprimés à l'aide d'un laser UV et d'un photopolymère liquide, durci par le rayonnement UV - «photopolymère». Le faisceau laser est contrôlé pour scanner la surface de la résine liquide, de sorte que la surface de la résine liquide durcit, formant le film numérisé de la section transversale de la pièce. Après avoir guéri une couche, couvrez la couche nouvellement formée avec une autre couche de résine liquide et continuez à scanner pour durcir et à le combiner avec la section transversale de la pièce précédemment rejetée. Cela se produit en avant et en arrière, une couche par une couche pour imprimer une partie complète de trois dimensions.

Centre de traitement du portail Taisin YBM-2015
Le centre de traitement du portail est un équipement de traitement CNC à grande performance de grande taille spécialement conçu pour le traitement de précision des blancs grands et complexes. Sa conception utilise un cadre portail, qui a une rigidité et une stabilité élevées, fournit une connexion multi-axiale, a une large plage de traitement et convient pour couper divers contours complexes. L'équipement est équipé d'une fuselle puissante et d'un système de guide à haute provision, qui répond aux exigences du traitement à grande vitesse et à haute provision. Les centres de traitement du portail sont largement utilisés dans l'aérospatiale, la construction navale, l'énergie, l'ingénierie lourde, la production de formes de presse et d'autres industries. Ils conviennent particulièrement pour le traitement de grandes pièces, des surfaces incurvées complexes et des formes de précision élevée.

Taisin Pyatioseva CNC Centre de traitement pour l'usinage TXMT-21042
Une machine à cinq axes est un équipement de traitement CNC moderne avec cinq axes en mouvement indépendamment qui peuvent être contrôlés avec précision dans les directions X, Y, Z, A et B pour obtenir un traitement efficace et à haute procévision de pièces complexes. La machine ajoute deux axes de rotation (généralement l'axe A et l'axe b), ce qui permet à l'outil d'approcher la pièce à tous les angles, ce qui augmente considérablement la flexibilité et l'efficacité du traitement. Les principaux avantages des machines à cinq axes: haute efficacité, haute précision, une durée de vie accrue, adaptée à des pièces complexes.
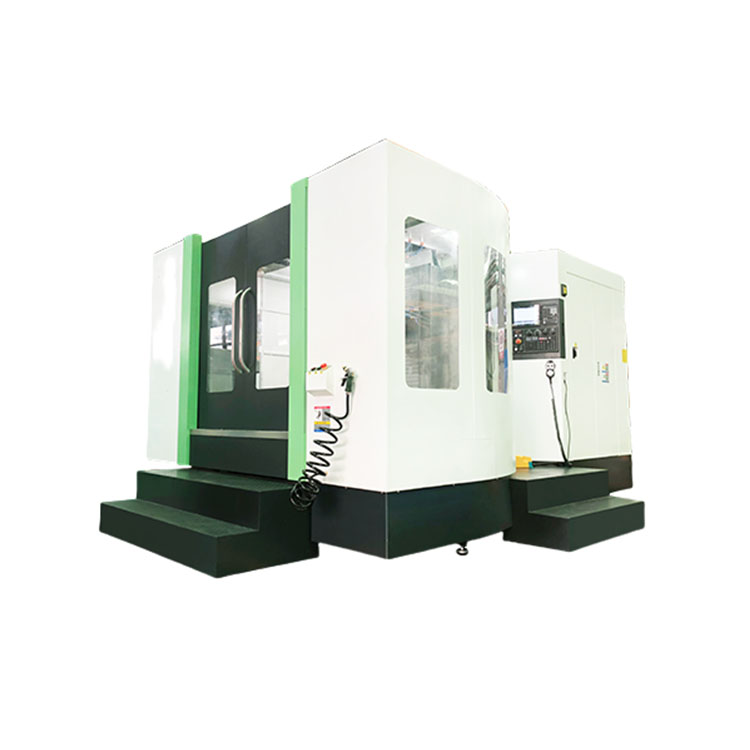
Taisin Horizontal Processing Center YBM-1270
Le centre de traitement horizontal est une machine CNC à haute performance et à forte prorécision avec un arrangement de broche horizontal, adapté au traitement des pièces complexes et de la production en série. La machine est équipée d'une fonction de connexion multi-axiale et d'un outil automatique pour modifier l'outil, ce qui permet le traitement de plusieurs surfaces et des surfaces incurvées complexes dans une pince, en réduisant la quantité de temps de pince et d'erreurs de traitement. Les centres de traitement horizontaux sont généralement utilisés pour traiter efficacement les blancs lourds et ont de bonnes performances de l'élimination des puces. Ils conviennent à l'aérospatiale, à l'industrie automobile, à l'ingénierie mécanique, aux grandes formes et à d'autres domaines. En raison de la rigidité élevée, de l'excellente stabilité de traitement et des opportunités de traitement efficaces, il est largement utilisé dans les industries, où des performances et une précision élevées sont nécessaires.
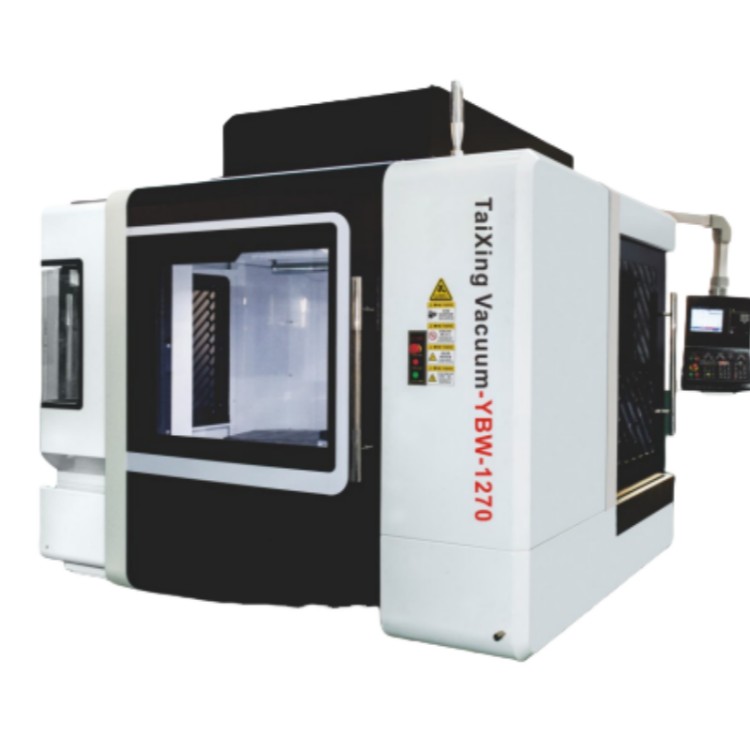
Taisin Horizontal Processing Center avec CNC haute précision HMC TXHD-630
Des centres de traitement horizontaux avec CNC et des dispositifs de changement de palette automatique sont développés en tenant compte de l'efficacité et de la fiabilité. HMC est également plus durable et dispose d'un grand outil pour stocker des outils. Cette conception augmente la répétabilité et la polyvalence générale. Si vous recherchez simplement une solution plus fiable qu'un centre de traitement vertical, il existe également des centres de traitement horizontaux sans dispositif de changement de plastique.
Taisin Light-Adoptive 3D Imprimante SLA500
La stéréolithographie (SLA) est une technologie d'impression 3D à grande vitesse et haute précision. Les détails sont imprimés à l'aide d'un laser UV et d'un photopolymère liquide, durci par le rayonnement UV - «photopolymère». Le faisceau laser est contrôlé pour scanner la surface de la résine liquide, de sorte que la surface de la résine liquide durcit, formant le film numérisé de la section transversale de la pièce. Après avoir guéri une couche, couvrez la couche nouvellement formée avec une autre couche de résine liquide et continuez à scanner pour durcir et à le combiner avec la section transversale de la pièce précédemment rejetée. Cela se produit en avant et en arrière, une couche par une couche pour imprimer une partie complète de trois dimensions.

Taisin Drilling et machine à coupe filetée avec CNC TXT-700
Les centres de filetages de forage et de coupe sont conçus pour être simples et efficaces, idéalement adaptés à des processus de traitement précis, rapides et répétés. Une conception spéciale pour les filetages de forage et de coupe offre une efficacité maximale et une vitesse de coupe du fil, et vous permet également de forer plus de matériaux solides. Les machines CNC rhinées au forage sont idéales pour traiter les pièces avec plusieurs trous, des trous profonds ou des trous filetés.

Taisin Light-Adoptive 3D Imprimante SLA800
La stéréolithographie (SLA) est une technologie d'impression 3D à grande vitesse et haute précision. Les détails sont imprimés à l'aide d'un laser UV et d'un photopolymère liquide, durci par le rayonnement UV - «photopolymère». Le faisceau laser est contrôlé pour scanner la surface de la résine liquide, de sorte que la surface de la résine liquide durcit, formant le film numérisé de la section transversale de la pièce. Après avoir guéri une couche, couvrez la couche nouvellement formée avec une autre couche de résine liquide et continuez à scanner pour durcir et à le combiner avec la section transversale de la pièce précédemment rejetée. Cela se produit en avant et en arrière, une couche par une couche pour imprimer une partie complète de trois dimensions.

Taisin Light-Adoptive 3D Imprimante SLA200
La stéréolithographie (SLA) est une technologie d'impression 3D à grande vitesse et haute précision. Les détails sont imprimés à l'aide d'un laser UV et d'un photopolymère liquide, durci par le rayonnement UV - «photopolymère». Le faisceau laser est contrôlé pour scanner la surface de la résine liquide, de sorte que la surface de la résine liquide durcit, formant le film numérisé de la section transversale de la pièce. Après avoir guéri une couche, couvrez la couche nouvellement formée avec une autre couche de résine liquide et continuez à scanner pour durcir et à le combiner avec la section transversale de la pièce précédemment rejetée. Cela se produit en avant et en arrière, une couche par une couche pour imprimer une partie complète de trois dimensions.
Centre de traitement à la taisin pour les fils de forage et de coupe TXT-800
Une série de centres de traitement pour les fils de forage et de coupe est largement utilisé pour le forage rapide, les fils de coupe et le broyage de petites pièces, tels que l'électronique, la plomberie, les voitures, les pièces et les équipements médicaux; Ils conviennent également aux petites formes et au traitement de précision du cuivre;

Taisin Vertical CNC TXLC-500 CNC
Une machine à tokure verticalement (WTL) est l'un des types de machines-outils les plus traditionnels. Ils sont idéaux pour le traitement intensif de pièces moyennes et grandes. À mesure que la technologie se développe, les machines à virage vertical deviennent plus universelles. Nos machines à tourner verticales augmentent les performances en raison du traitement stable des blancs à parois minces et des préparations anti-travail. La base et la colonne du type de type boîte forment une structure très fiable et rigide. La coque de la broche avec la structure de la bride minimise l'effet de la déformation thermique et des vibrations, fournissant une coupe stable et précise.

Imprimante 3D adoptée par la lumière Taisin SLA6036
La stéréolithographie (SLA) est une technologie d'impression 3D à grande vitesse et haute précision. Les détails sont imprimés à l'aide d'un laser UV et d'un photopolymère liquide, durci par le rayonnement UV - «photopolymère». Le faisceau laser est contrôlé pour scanner la surface de la résine liquide, de sorte que la surface de la résine liquide durcit, formant le film numérisé de la section transversale de la pièce. Après avoir guéri une couche, couvrez la couche nouvellement formée avec une autre couche de résine liquide et continuez à scanner pour durcir et à le combiner avec la section transversale de la pièce précédemment rejetée. Cela se produit en avant et en arrière, une couche par une couche pour imprimer une partie complète de trois dimensions.
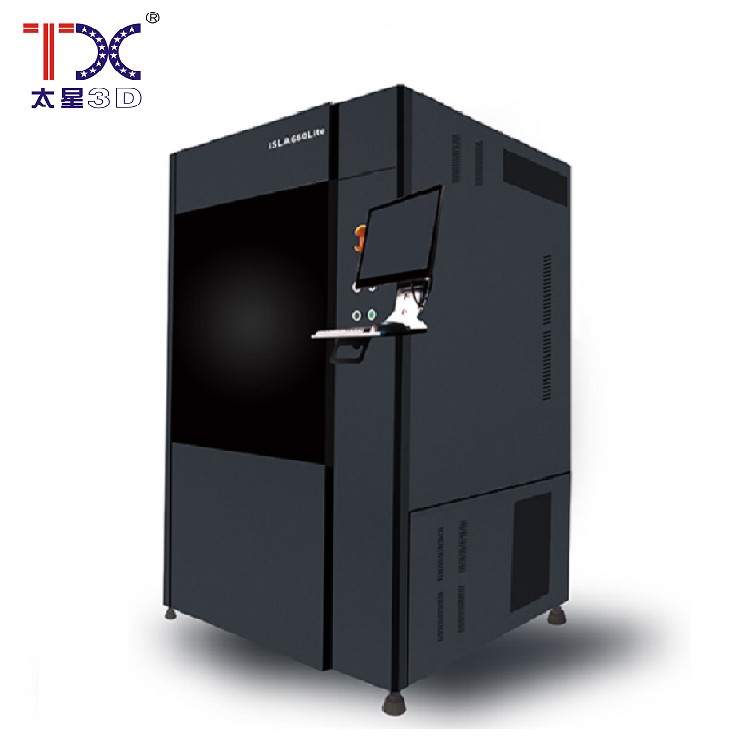
Imprimante 3D adoptée par la lumière Taisin SLA660LITE
La stéréolithographie (SLA) est une technologie d'impression 3D à grande vitesse et haute précision. Les détails sont imprimés à l'aide d'un laser UV et d'un photopolymère liquide, durci par le rayonnement UV - «photopolymère». Le faisceau laser est contrôlé pour scanner la surface de la résine liquide, de sorte que la surface de la résine liquide durcit, formant le film numérisé de la section transversale de la pièce. Après avoir guéri une couche, couvrez la couche nouvellement formée avec une autre couche de résine liquide et continuez à scanner pour durcir et à le combiner avec la section transversale de la pièce précédemment rejetée. Cela se produit en avant et en arrière, une couche par une couche pour imprimer une partie complète de trois dimensions.

Taisin Light-Adoptive 3D Imprimante SLA450
La stéréolithographie (SLA) est une technologie d'impression 3D à grande vitesse et haute précision. Les détails sont imprimés à l'aide d'un laser UV et d'un photopolymère liquide, durci par le rayonnement UV - «photopolymère». Le faisceau laser est contrôlé pour scanner la surface de la résine liquide, de sorte que la surface de la résine liquide durcit, formant le film numérisé de la section transversale de la pièce. Après avoir guéri une couche, couvrez la couche nouvellement formée avec une autre couche de résine liquide et continuez à scanner pour durcir et à le combiner avec la section transversale de la pièce précédemment rejetée. Cela se produit en avant et en arrière, une couche par une couche pour imprimer une partie complète de trois dimensions.

Taisin Machine de limandage de gravité EMC-650
La machine de limandage de gravité est un équipement CNC qui combine les fonctions de gravure et de fraisage. Il est spécialement conçu pour le traitement à haute provision de petites pièces. Il a une broche à grande vitesse et un corps de rigidité élevé, capable d'effectuer un traitement précis de contours complexes, adapté au traitement de divers matériaux métalliques et non métalliques, tels que l'acier, l'alliage en aluminium, le cuivre, le plastique, etc. La gravité et les machines à mourir sont largement utilisés dans la fabrication de formes de presse, le traitement de la présage et la bonne surface, la production de biens publiques et la production de baisses en raison de leur vitesse élevée, de leurs forfaits de surface et de leur bonne surface de surface et de la production de baisses en raison de leur vitesse élevée, de leurs fortes qualité de surface et de la bonne surface de surface et de la production de baisses en raison de leur vitesse élevée, de leurs fortes qualité de surface et de la bonne surface de surface et de la production de biens de surface et de bonne surface. Il se caractérise par une précision de traitement élevée, une vitesse élevée et une large plage de traitement. Il convient particulièrement aux scènes nécessitant une gravure de gravure et un broyage léger.
Veuillez nous laisser un message
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese