






Produk





-
Taisin Metal 3D Printer Islm420dn
-
Pusat Pemrosesan Horizontal Taisin YBM-1270
-

Taisin Metal 3D Printer Islm500D
-

Taisin Light-Adoptive 3D Printer SLA550
-

Pusat Pemrosesan Portal Taisin YBM-2015
-

Taisin Metal 3D Printer ISLM800QN
-

Taisin Light-Adoptive 3D Printer SLA500
-

Taisin Light-Adoptive 3D Printer SLA450
-

Taisin Vertikal CNC TXLC-500 CNC
-
Taisin Light-Adoptive 3D Printer SLA550EX
-

Taisin Light-Adoptive 3D Printer SLA1600D
-
Taisin Metal 3D Printer SLM280
-

Taisin Printer 3D yang diadopsi cahaya ISL1100
-

Taisin Light-Adoptive 3D Printer SLA1900D
-

Taisin pyatioseva CNC Processing Center untuk pemesinan TXMT-21042
-

Pusat Pemrosesan Portal Taisin dengan CNC TXM-9038



{kind=link}
{kind=link}
{kind=link}
Taisin Metal 3D Printer ISLM600QN
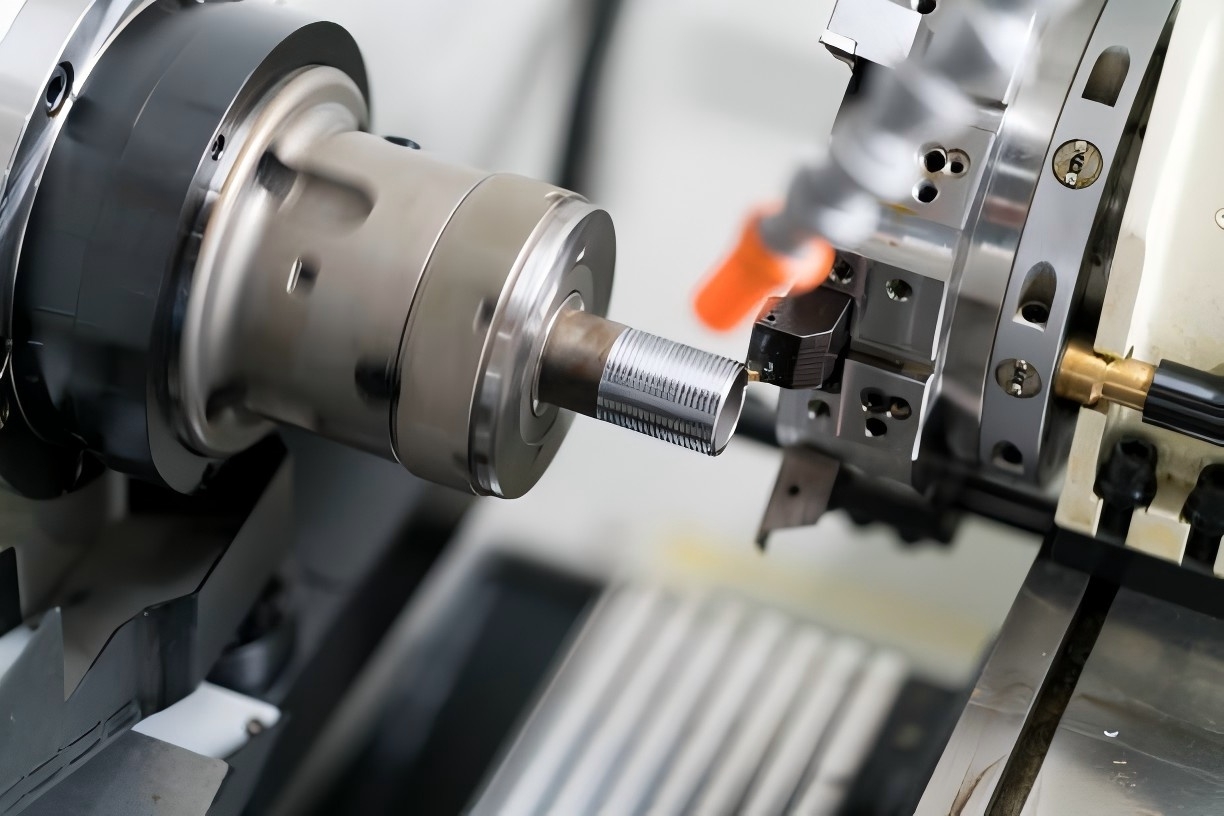
Laser selektif Laser logam (SLM)-Ini adalah teknologi pencetakan 3D di mana bubuk logam digunakan untuk pencetakan langsung bagian logam. Saat mencetak, scraper menerapkan lapisan bubuk logam ke pelat pendukung silinder pembentukan, dan balok laser secara selektif melelehkan bubuk sesuai dengan bagian transversal dari setiap lapisan bagian untuk memproses lapisan saat ini. Setelah sintering satu lapisan selesai, sistem pengangkat mengurangi ketinggian satu lapisan penampang. Video untuk distribusi bubuk mendistribusikan lapisan bubuk logam lain ke dalam lapisan penampang yang terbentuk dan berdosa pada lapisan berikutnya. Ini adalah lapisan oleh lapisan. Sampai seluruh bagian ada. Seluruh proses cetakan dilakukan di ruang teknologi, menyedot debu atau diisi dengan gas pelindung untuk mencegah reaksi logam dengan gas lain pada suhu tinggi.
Keterangan
penanda
Laser selektif Laser logam (SLM)-Ini adalah teknologi pencetakan 3D di mana bubuk logam digunakan untuk pencetakan langsung bagian logam. Saat mencetak, scraper menerapkan lapisan bubuk logam ke pelat pendukung silinder pembentukan, dan balok laser secara selektif melelehkan bubuk sesuai dengan bagian transversal dari setiap lapisan bagian untuk memproses lapisan saat ini. Setelah sintering satu lapisan selesai, sistem pengangkat mengurangi ketinggian satu lapisan penampang. Video untuk distribusi bubuk mendistribusikan lapisan bubuk logam lain ke dalam lapisan penampang yang terbentuk dan berdosa pada lapisan berikutnya. Ini adalah lapisan oleh lapisan. Sampai seluruh bagian ada. Seluruh proses cetakan dilakukan di ruang teknologi, menyedot debu atau diisi dengan gas pelindung untuk mencegah reaksi logam dengan gas lain pada suhu tinggi.
Teknologi Taisin Laser dengan kepadatan energi tinggi dan diameter kecil tempat digunakan, yang dapat menyelesaikan pembuatan suku cadang yang kompleks, pembuatannya dengan metode konvensional akan membutuhkan minggu atau bahkan berbulan -bulan, untuk siklus yang sangat singkat. Bagian yang terbentuk tidak hanya memiliki akurasi dimensi yang akurat, kekuatan tinggi dan kepadatan massa tinggi, tetapi juga memiliki sifat mekanik yang sangat baik dan aspek lainnya. Ini terutama digunakan untuk pembuatan cepat bagian logam berkualitas tinggi dan berkualitas tinggi.
Fitur utama
Kecepatan tinggi, akurasi tinggi, kualitas tinggi
Taisin Printer 3D Logam · Seri SLM
Bagian yang terbentuk memiliki kualitas permukaan terbaik tanpa memoles.
Bagian yang terbentuk memiliki akurasi tinggi dan digunakan untuk pembuatan prototipe yang akurat.
Produksi langsung bagian fungsional logam tanpa proses perantara, yang sangat menyederhanakan proses produksi.
Ini memiliki struktur metalurgi, kepadatan tinggi (> 99%), sifat mekanik yang sangat baik dan memungkinkan kita untuk mengecualikan kebutuhan untuk pemrosesan selanjutnya.
Detail dapat dibuat dalam hitungan menit atau jam, tergantung pada ukuran dan kompleksitas bagian.
Detail fungsional bentuk geometris yang kompleks (misalnya, kait, loop hidup) dapat dilakukan secara langsung.
Bahan ini memiliki berbagai aplikasi, dan bubuk logamnya dapat berupa berbagai bahan komponen tunggal atau bahan multikomponen.
Terutama cocok untuk produksi individu bagian fungsional dengan batch tunggal atau kecil.



Karakteristik teknis ISLM600QN
| Sistem Laser Sistem Laser | Laser Tipe Volokon Laser × 4 Panjang gelombang 1064 nm Daya Laser (500 W/1000 W) × 4 |
| Sistem RE -COATING Sistem RE -COATING | Metode pelapisan: Scraper mendistribusikan bubuk dalam dua arah. Mode suplai bubuk: Sistem jatuh bubuk dan sistem sirkulasi sirkuit bubuk secara otomatis menyajikan bubuk. Ketebalan lapisan normal adalah 0,05 mm. Cepat menghasilkan lapisan dengan ketebalan 0,05 ~ 0,15 mm. Ketebalan lapisan produksi presisi adalah 0,02 ~ 0,05 mm. |
| Sistem pemindaian optik Optik dan pemindaian | Titik cahaya (diameter @ 1/e²) 0,06 ~ 0,20 mm Pemindaian Galvanometer Tinggi Pemindaian Galvanometer × 4 Kecepatan pemindaian bagian 4.0 m/s (disarankan) Kecepatan lompatan parsial ≥10,0 m/s. |
| Sistem Perlindungan Sistem perisai | Nitrogen gas pelindung, argon (bahan logam aktif harus dilindungi oleh argon) Stream Regulator: Penyesuaian Intelektual 0-5 L/Min. Kontrol debu dan sistem sirkulasi gas pelindung yang efektif |
| Membuat tong PPN Konstruksi | Volume standar sekitar 360 liter. Platform Produksi XY 600 mm (X) × 600 mm (Y) (tidak termasuk lubang pembulatan untuk sekrup, dll.) Sumbu Z 1000 mm (termasuk ketebalan substrat) Berat maksimum bagian adalah 300 kg. Jenis pemanasan: pemanasan presisi kabel resistensi Bahan cetakan: baja tahan karat, pengecoran, paduan titanium, paduan aluminium, paduan kobalt kromium, paduan nikel, tembaga, dll. |
| Perangkat lunak manajemen PERANGKAT LUNAK | Jenis Ethernet, TCP/IP, IEEE802.3 Produksi ISLM (Presto SLM) Perangkat lunak pemrosesan data 3DLayer (perangkat lunak pemrosesan multi -level dengan dukungan tiga dimensi) File CLI Data, file SLC, file STL |
| Kondisi pemasangan Kondisi pemasangan | Catu Daya 380V (± 10%) dari arus bolak -balik 50/60Hz, tiga -fase, 30a Suhu lingkungan 20-26 ° C Kelembaban relatif di bawah 40%, tanpa embun beku. Ukuran peralatan 3,30 m (W) × 1,65 m (d) × 4,05 m (c) Berat peralatan sekitar 8500 kg (tidak termasuk platform pengangkat). |
| Periode garansi MENJAMIN | Laser 5000 jam atau 12 bulan (tergantung pada apa yang akan terjadi lebih awal) Umur seluruh mesin adalah 12 bulan sejak tanggal pemasangan. |
Hubungi kami
Produk populer terkait
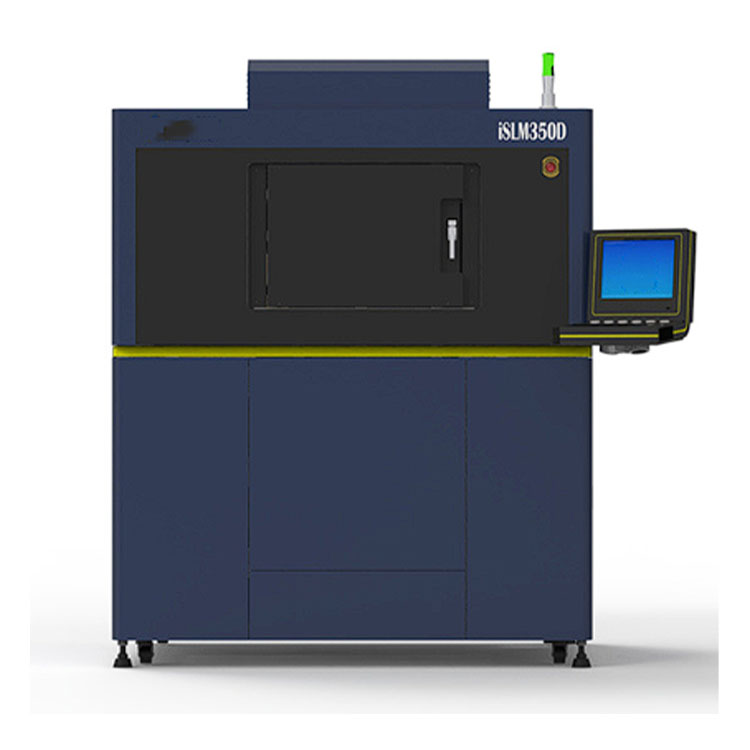
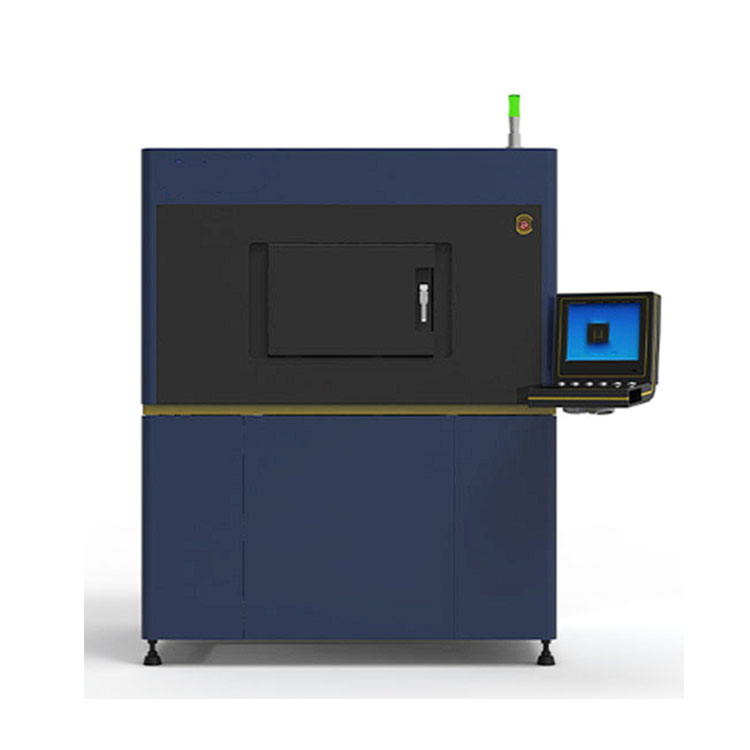
Taisin Metal 3D Printer ISLM350D
Laser selektif Laser logam (SLM) adalah teknologi pencetakan 3D di mana bubuk logam digunakan untuk pencetakan langsung bagian logam. Saat mencetak, scraper menerapkan lapisan bubuk logam ke pelat pendukung silinder cetakan, dan balok laser secara selektif melelehkan bubuk sesuai dengan profil bagian transversal dari setiap lapisan bagian untuk memproses lapisan saat ini. Setelah sintering satu lapisan selesai, sistem pengangkat mengurangi ketinggian satu lapisan penampang. Video untuk distribusi bubuk mendistribusikan lapisan bubuk logam lain ke dalam lapisan penampang yang terbentuk dan berdosa pada lapisan berikutnya. Ini adalah lapisan oleh lapisan. Sampai seluruh bagian ada. Seluruh proses cetakan dilakukan di ruang teknologi, menyedot debu atau diisi dengan gas pelindung untuk mencegah reaksi logam dengan gas lain pada suhu tinggi.

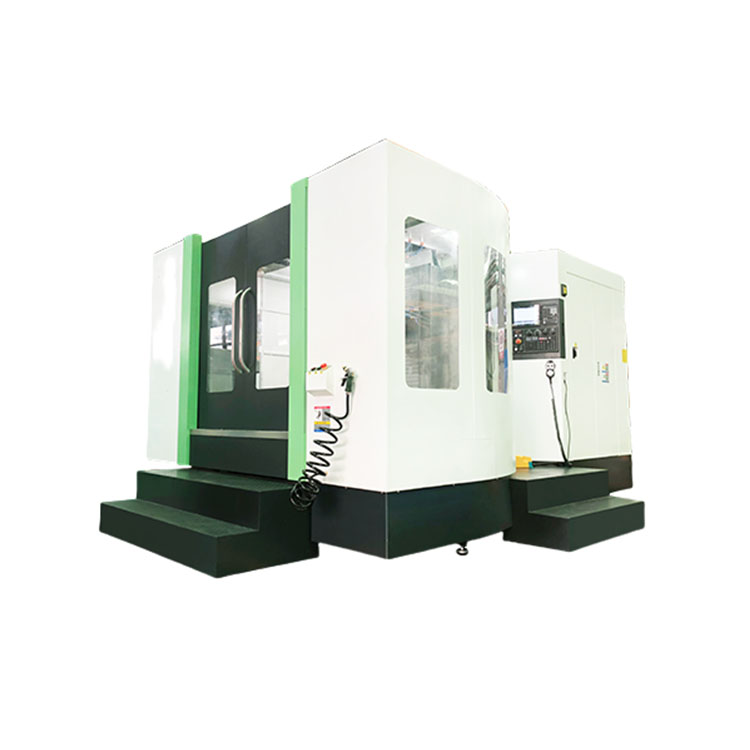
Taisin pengeboran berkecepatan tinggi dan mesin berulir TX-T6
Mesin berkecepatan tinggi untuk pengeboran dan pemotongan benang adalah peralatan teknologi yang efektif yang menggabungkan fungsi pengeboran dan pemotongan benang. Ini dirancang khusus untuk persyaratan akurasi tinggi dan pemrosesan kecepatan tinggi. Peralatan ini menggunakan sistem CNC canggih dan spindel kecepatan tinggi, yang memungkinkan Anda melakukan pengeboran dan pemotongan benang yang kompleks dengan beberapa lubang dalam waktu singkat. Ini memiliki karakteristik stabilitas tinggi, akurasi tinggi dan efisiensi produksi yang meningkat secara signifikan dan cocok untuk produksi massal dan pemrosesan bagian kompleks yang akurat. Ini banyak digunakan dalam industri otomotif, produk elektronik, kedirgantaraan, pembangunan mesin dan industri lainnya dan sangat cocok untuk pemrosesan logam, plastik, dan bahan lainnya yang cepat.
Taisin Light-Adoptive 3D Printer SLA550
Stereolithography (SLA) adalah teknologi pencetakan 3D kecepatan tinggi dan presisi tinggi. Detail dicetak menggunakan laser UV dan photopolymer cair, disembuhkan dengan radiasi UV- "photopolymer". Balok laser dikendalikan untuk memindai permukaan resin cair, sehingga permukaan resin cair mengeras, membentuk film yang dipindai dari penampang bagian. Setelah menyembuhkan satu lapisan, tutupi lapisan yang baru dibentuk dengan lapisan lain dari resin cair dan terus memindai untuk mengeras dan menggabungkannya dengan bagian penampang bagian yang sebelumnya ditolak. Ini terjadi ke depan dan ke belakang, lapisan dengan lapisan untuk mencetak bagian tiga dimensi penuh.
Taisin pyatioseva CNC Processing Center untuk pemesinan TXMT-21042
Mesin lima sumbu adalah peralatan pemrosesan CNC modern dengan lima sumbu bergerak independen yang dapat dikontrol secara akurat dalam arah x, y, z, a dan b untuk mencapai pemrosesan bagian kompleks yang efektif dan tinggi. Mesin menambahkan dua sumbu rotasi (biasanya sumbu A dan sumbu B), yang memungkinkan alat untuk mendekati benda kerja pada sudut mana pun, yang secara signifikan meningkatkan fleksibilitas dan efisiensi pemrosesan. Keuntungan utama dari lima mesin kapak: efisiensi tinggi, akurasi tinggi, peningkatan masa pakai, cocok untuk suku cadang yang kompleks.
Taisin Metal 3D Printer SLM280
Laser selektif Laser logam (SLM) adalah teknologi pencetakan 3D di mana bubuk logam digunakan untuk pencetakan langsung bagian logam. Saat mencetak, scraper menerapkan lapisan bubuk logam ke pelat pendukung silinder cetakan, dan balok laser secara selektif melelehkan bubuk sesuai dengan profil bagian transversal dari setiap lapisan bagian untuk memproses lapisan saat ini. Setelah sintering satu lapisan selesai, sistem pengangkat mengurangi ketinggian satu lapisan penampang. Video untuk distribusi bubuk mendistribusikan lapisan bubuk logam lain ke dalam lapisan penampang yang terbentuk dan berdosa pada lapisan berikutnya. Ini adalah lapisan oleh lapisan. Sampai seluruh bagian ada. Seluruh proses cetakan dilakukan di ruang teknologi, menyedot debu atau diisi dengan gas pelindung untuk mencegah reaksi logam dengan gas lain pada suhu tinggi.
Taisin Light-Adoptive 3D Printer SLA550EX
Stereolithography (SLA) adalah teknologi pencetakan 3D kecepatan tinggi dan presisi tinggi. Detail dicetak menggunakan laser UV dan photopolymer cair, disembuhkan dengan radiasi UV- "photopolymer". Balok laser dikendalikan untuk memindai permukaan resin cair, sehingga permukaan resin cair mengeras, membentuk film yang dipindai dari penampang bagian. Setelah menyembuhkan satu lapisan, tutupi lapisan yang baru dibentuk dengan lapisan lain dari resin cair dan terus memindai untuk mengeras dan menggabungkannya dengan bagian penampang bagian yang sebelumnya ditolak. Ini terjadi ke depan dan ke belakang, lapisan dengan lapisan untuk mencetak bagian tiga dimensi penuh.
Pusat Pemrosesan Portal Taisin dengan CNC TXM-9038
Pemrosesan vertikal dua -kolom beradaptasi dengan karakteristik mesin dua -kolom tradisional dengan kekakuan tinggi, struktur simetris dan stabilitas tinggi. Melalui analisis unsur -unsur, struktur komponen utama dioptimalkan, karakteristik dinamis produk ditingkatkan dan kombinasi sempurna dari daya tinggi, torsi tinggi, efisiensi tinggi dan pemrosesan presisi tinggi tercapai. Ini cocok untuk sektor besar pemrosesan berat, seperti pembuatan kapal, metalurgi, dan petrokimia.
Taisin Metal 3D Printer ISLM800QN
Laser selektif Laser logam (SLM) adalah teknologi pencetakan 3D di mana bubuk logam digunakan untuk pencetakan langsung bagian logam. Saat mencetak, scraper menerapkan lapisan bubuk logam ke pelat pendukung silinder pembentukan, dan balok laser secara selektif melelehkan bubuk sesuai dengan bagian transversal dari setiap lapisan bagian untuk memproses lapisan saat ini. Setelah sintering satu lapisan selesai, sistem pengangkat mengurangi ketinggian satu lapisan penampang. Video untuk distribusi bubuk mendistribusikan lapisan bubuk logam lain ke dalam lapisan penampang yang terbentuk dan berdosa pada lapisan berikutnya. Ini adalah lapisan oleh lapisan. Sampai seluruh bagian ada. Seluruh proses cetakan dilakukan di ruang teknologi, menyedot debu atau diisi dengan gas pelindung untuk mencegah reaksi logam dengan gas lain pada suhu tinggi.
Taisin Metal 3D Printer Islm420dn
Laser selektif Laser logam (SLM) adalah teknologi pencetakan 3D di mana bubuk logam digunakan untuk pencetakan langsung bagian logam. Saat mencetak, scraper menerapkan lapisan bubuk logam ke pelat pendukung silinder cetakan, dan balok laser secara selektif melelehkan bubuk sesuai dengan profil bagian transversal dari setiap lapisan bagian untuk memproses lapisan saat ini. Setelah sintering satu lapisan selesai, sistem pengangkat mengurangi ketinggian satu lapisan penampang. Video untuk distribusi bubuk mendistribusikan lapisan bubuk logam lain ke dalam lapisan penampang yang terbentuk dan berdosa pada lapisan berikutnya. Ini adalah lapisan oleh lapisan. Sampai seluruh bagian ada. Seluruh proses cetakan dilakukan di ruang teknologi, menyedot debu atau diisi dengan gas pelindung untuk mencegah reaksi logam dengan gas lain pada suhu tinggi.
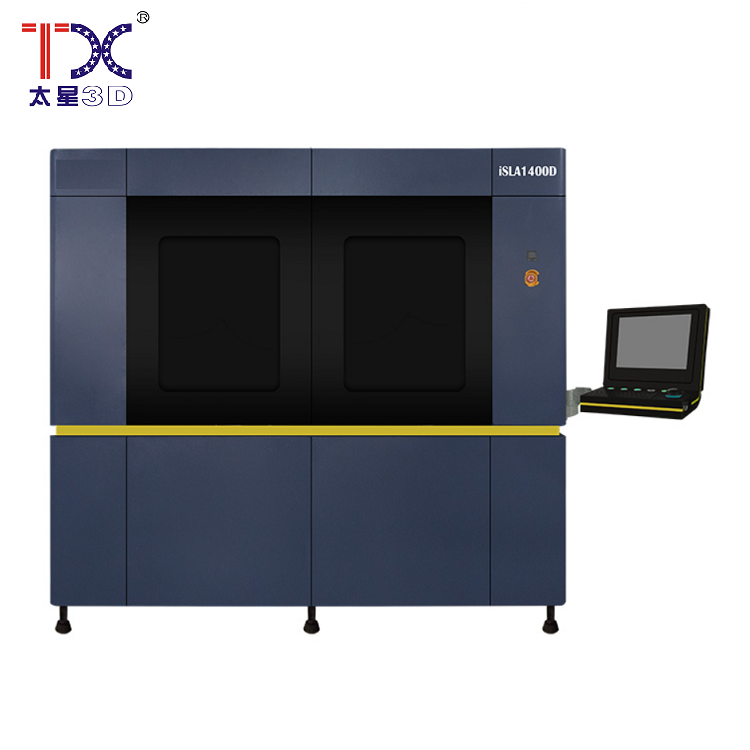
Taisin Printer 3D yang Diadopsi Cahaya SLA1300D
Stereolithography (SLA) adalah teknologi pencetakan 3D kecepatan tinggi dan presisi tinggi. Detail dicetak menggunakan laser UV dan photopolymer cair, disembuhkan dengan radiasi UV- "photopolymer". Balok laser dikendalikan untuk memindai permukaan resin cair, sehingga permukaan resin cair mengeras, membentuk film yang dipindai dari penampang bagian. Setelah menyembuhkan satu lapisan, tutupi lapisan yang baru dibentuk dengan lapisan lain dari resin cair dan terus memindai untuk mengeras dan menggabungkannya dengan bagian penampang bagian yang sebelumnya ditolak. Ini terjadi ke depan dan ke belakang, lapisan dengan lapisan untuk mencetak bagian tiga dimensi penuh.
Pusat Pemrosesan Horizontal Taisin YBM-1270
Pusat pemrosesan horizontal adalah mesin CNC berkinerja tinggi dan tinggi dengan pengaturan spindel horizontal, cocok untuk memproses bagian kompleks dan produksi serial. Mesin ini dilengkapi dengan fungsi koneksi multi -xial dan alat otomatis untuk mengubah alat, yang memungkinkan pemrosesan beberapa permukaan dan permukaan melengkung yang kompleks dalam satu klem, mengurangi jumlah waktu klem dan kesalahan pemrosesan. Pusat pemrosesan horizontal biasanya digunakan untuk memproses kekosongan berat secara efisien dan memiliki kinerja penghapusan chip yang baik. Mereka cocok untuk kedirgantaraan, industri otomotif, teknik mesin, bentuk besar dan area lainnya. Karena kekakuan yang tinggi, stabilitas pemrosesan yang sangat baik dan peluang pemrosesan yang efektif, ini banyak digunakan dalam industri, di mana diperlukan kinerja dan akurasi tinggi.

Taisin Metal 3D Printer IDEN160
Laser selektif Laser logam (SLM) adalah teknologi pencetakan 3D di mana bubuk logam digunakan untuk pencetakan langsung bagian logam. Saat mencetak, scraper menerapkan lapisan bubuk logam ke pelat pendukung silinder cetakan, dan balok laser secara selektif melelehkan bubuk sesuai dengan profil bagian transversal dari setiap lapisan bagian untuk memproses lapisan saat ini. Setelah sintering satu lapisan selesai, sistem pengangkat mengurangi ketinggian satu lapisan penampang. Video untuk distribusi bubuk mendistribusikan lapisan bubuk logam lain ke dalam lapisan penampang yang terbentuk dan berdosa pada lapisan berikutnya. Ini adalah lapisan oleh lapisan. Sampai seluruh bagian ada. Seluruh proses cetakan dilakukan di ruang teknologi, menyedot debu atau diisi dengan gas pelindung untuk mencegah reaksi logam dengan gas lain pada suhu tinggi.

Taisin Light-Adoptive 3D Printer SLA300
Stereolithography (SLA) adalah teknologi pencetakan 3D kecepatan tinggi dan presisi tinggi. Detail dicetak menggunakan laser UV dan photopolymer cair, disembuhkan dengan radiasi UV- "photopolymer". Balok laser dikendalikan untuk memindai permukaan resin cair, sehingga permukaan resin cair mengeras, membentuk film yang dipindai dari penampang bagian. Setelah menyembuhkan satu lapisan, tutupi lapisan yang baru dibentuk dengan lapisan lain dari resin cair dan terus memindai untuk mengeras dan menggabungkannya dengan bagian penampang bagian yang sebelumnya ditolak. Ini terjadi ke depan dan ke belakang, lapisan dengan lapisan untuk mencetak bagian tiga dimensi penuh.

Taisin Metal 3D Printer SLM160
Laser selektif Laser logam (SLM) adalah teknologi pencetakan 3D di mana bubuk logam digunakan untuk pencetakan langsung bagian logam. Saat mencetak, scraper menerapkan lapisan bubuk logam ke pelat pendukung silinder cetakan, dan balok laser secara selektif melelehkan bubuk sesuai dengan profil bagian transversal dari setiap lapisan bagian untuk memproses lapisan saat ini. Setelah sintering satu lapisan selesai, sistem pengangkat mengurangi ketinggian satu lapisan penampang. Video untuk distribusi bubuk mendistribusikan lapisan bubuk logam lain ke dalam lapisan penampang yang terbentuk dan berdosa pada lapisan berikutnya. Ini adalah lapisan oleh lapisan. Sampai seluruh bagian ada. Seluruh proses cetakan dilakukan di ruang teknologi, menyedot debu atau diisi dengan gas pelindung untuk mencegah reaksi logam dengan gas lain pada suhu tinggi.
Taisin Metal 3D Printer Islm500D
Laser selektif Laser logam (SLM) adalah teknologi pencetakan 3D di mana bubuk logam digunakan untuk pencetakan langsung bagian logam. Saat mencetak, scraper menerapkan lapisan bubuk logam ke pelat pendukung silinder cetakan, dan balok laser secara selektif melelehkan bubuk sesuai dengan profil bagian transversal dari setiap lapisan bagian untuk memproses lapisan saat ini. Setelah sintering satu lapisan selesai, sistem pengangkat mengurangi ketinggian satu lapisan penampang. Video untuk distribusi bubuk mendistribusikan lapisan bubuk logam lain ke dalam lapisan penampang yang terbentuk dan berdosa pada lapisan berikutnya. Ini adalah lapisan oleh lapisan. Sampai seluruh bagian ada. Seluruh proses cetakan dilakukan di ruang teknologi, menyedot debu atau diisi dengan gas pelindung untuk mencegah reaksi logam dengan gas lain pada suhu tinggi.
Pusat Pemrosesan Horizontal Taisin dengan CNC Akurasi Tinggi HMC TXHD-630
Pusat pemrosesan horizontal dengan CNC dan perangkat penggantian palet otomatis dikembangkan dengan mempertimbangkan efisiensi dan keandalan. HMC juga lebih tahan lama dan memiliki alat besar untuk menyimpan alat. Desain ini meningkatkan pengulangan dan keserbagunaan umum. Jika Anda hanya mencari solusi yang lebih andal daripada pusat pemrosesan vertikal, ada juga pusat pemrosesan horizontal tanpa perangkat perubahan plastik.
Silakan tinggalkan kami pesan
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese