






Prodotti





-

Taisin Gravity-Milling Machine EMC-650
-

Stampante 3D ad adolescimento in luce Taisin SLA660
-

Stampante 3D in metallo Taisin ISLM350DN
-

Stampante 3D ad adolevazione leggera Taisin SLA800
-

Stampante 3D ad adolescimento della luce Taisin ISL1100
-

Centro di elaborazione ad alta velocità e ad alta precisione Taisin per le parti di elaborazione TX-V8
-

Stampante 3D ad adolevazione leggera Taisin SLA300
-
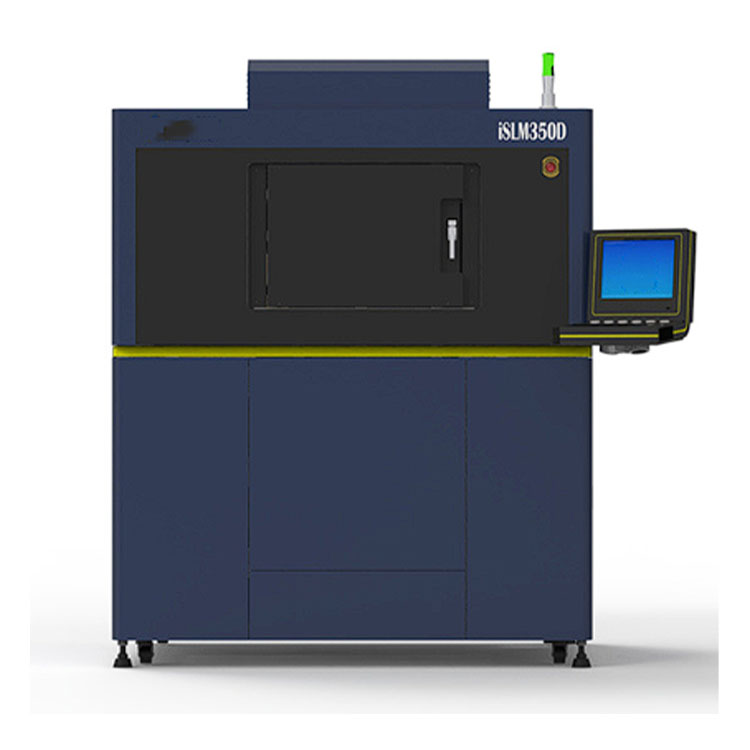
Stampante 3D in metallo Taisin ISLM350D
-
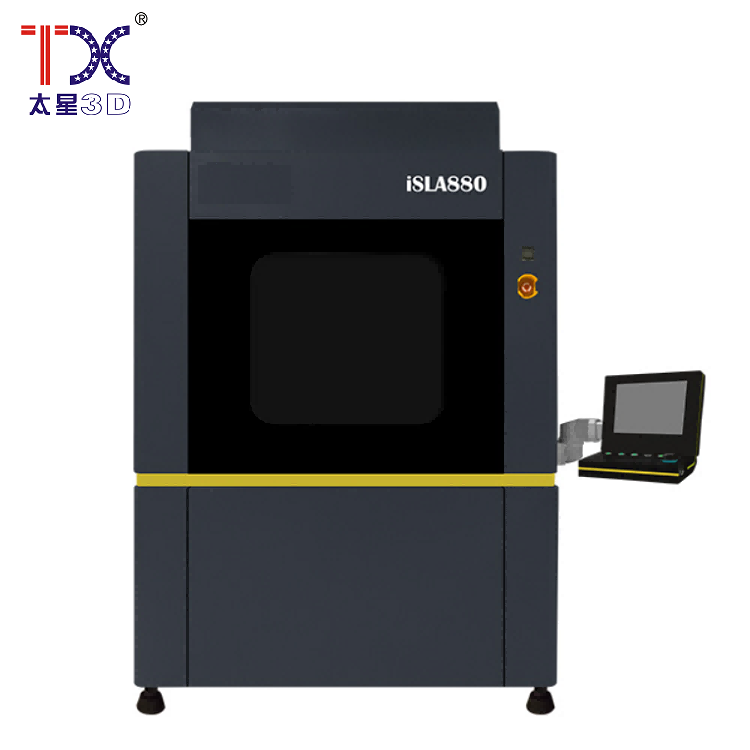
Stampante 3D ad adolevazione leggera Taisin SLA880
-

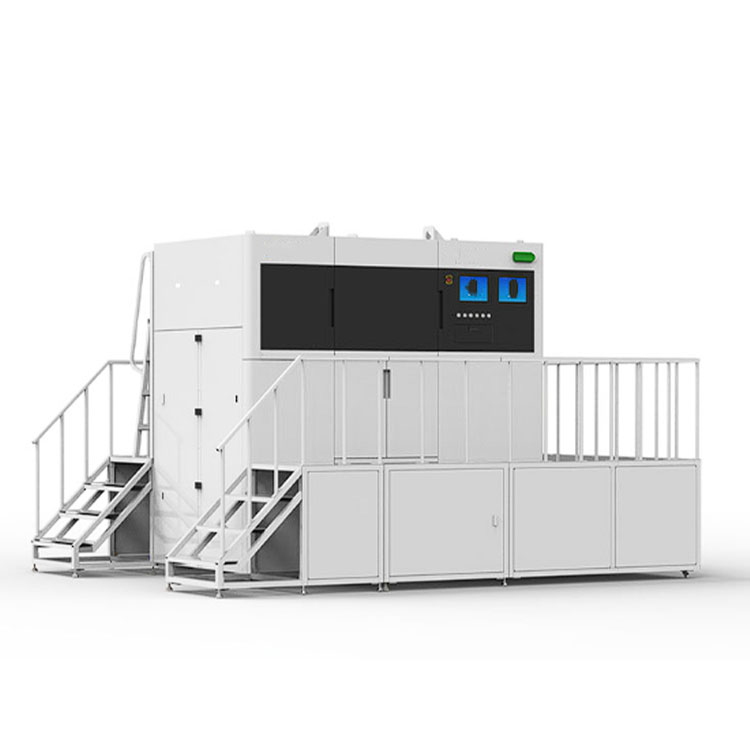
Stampante 3D in metallo Taisin ISLM500D
-

Centro di elaborazione del portale Taisin con CNC TXM-9038
-

Stampante 3D addoptive taisin SLA200
-

Centro di elaborazione del portale Taisin YBM-2015
-

Stampante 3D ad adolescimento in luce Taisin SLA6036
-

Macchina di stampaggio da binario a tre fili Taisin di alta rigidità TX-6027
-
Stampante 3D in metallo Taisin ISLM420DN



{kind=link}
{kind=link}
{kind=link}
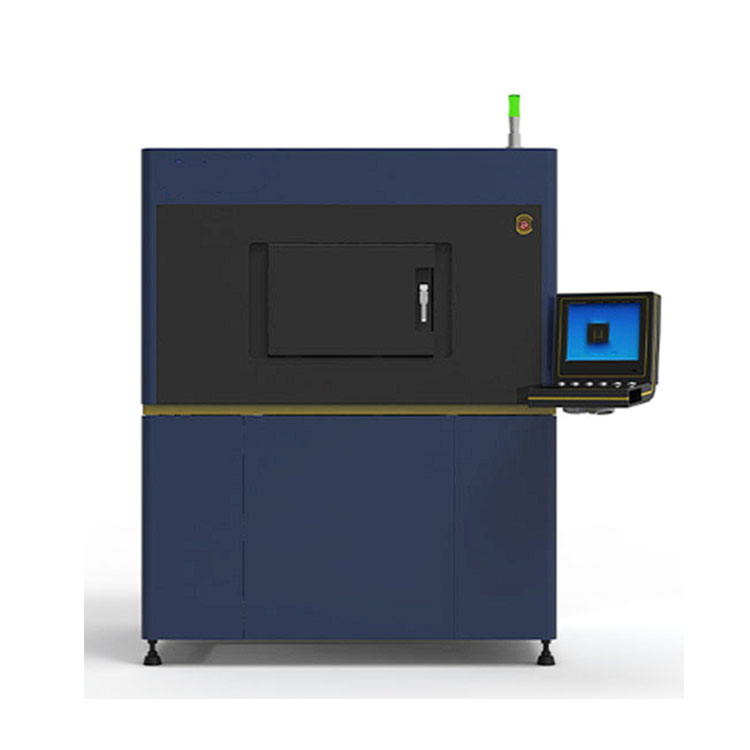
Stampante 3D in metallo Taisin Iden160
Missione laser selettiva dei metalli (SLM)-Questa è una tecnologia di stampa 3D in cui viene utilizzata la polvere di metallo per la stampa diretta di parti metalliche. Durante la stampa, il raschietto applica uno strato di polvere di metallo alla piastra di supporto del cilindro di stampaggio e il raggio laser scioglie selettivamente la polvere in conformità con il profilo della sezione trasversale di ogni strato della parte per l'elaborazione dello strato corrente. Dopo aver completato la sinterizzazione di uno strato, il sistema di sollevamento riduce l'altezza di uno strato di sezione trasversale. Il video per la distribuzione della polvere distribuisce un altro strato di polvere di metallo nello strato formato di sezione trasversale e pecca lo strato successivo. Questo è il livello per il livello. Fino a quando l'intera parte è in un certo senso. L'intero processo di stampaggio viene effettuato in una camera tecnologica, aspirato o riempito con gas protettivo per prevenire la reazione dei metalli con altri gas ad alte temperature.
Descrizione
marcatore
Missione laser selettiva dei metalli (SLM)-Questa è una tecnologia di stampa 3D in cui viene utilizzata la polvere di metallo per la stampa diretta di parti metalliche. Durante la stampa, il raschietto applica uno strato di polvere di metallo alla piastra di supporto del cilindro di stampaggio e il raggio laser scioglie selettivamente la polvere in conformità con il profilo della sezione trasversale di ogni strato della parte per l'elaborazione dello strato corrente. Dopo aver completato la sinterizzazione di uno strato, il sistema di sollevamento riduce l'altezza di uno strato di sezione trasversale. Il video per la distribuzione della polvere distribuisce un altro strato di polvere di metallo nello strato formato di sezione trasversale e pecca lo strato successivo. Questo è il livello per il livello. Fino a quando l'intera parte è in un certo senso. L'intero processo di stampaggio viene effettuato in una camera tecnologica, aspirato o riempito con gas protettivo per prevenire la reazione dei metalli con altri gas ad alte temperature.
In tecnologiaLa fusione laser selettiva della tecnologia Taixing dei metalli utilizza un laser con una densità di energia elevata e un piccolo diametro del punto, che può completare la produzione di parti complesse, per la produzione di cui metodi ordinari richiederebbero settimane o addirittura mesi, per un periodo estremamente breve. Le parti formate non hanno solo una precisione dimensionale accurata, alta resistenza e alta densità di massa, ma hanno anche eccellenti proprietà meccaniche e altri aspetti. Viene utilizzato principalmente per la produzione rapida di parti metalliche ad alta precisione e di alta qualità.
Caratteristiche chiave
Alta velocità, alta precisione, alta qualità
Stampante 3D in metallo Taixing · Serie SLM
Le parti formate hanno la migliore qualità della superficie senza lucidare.
Le parti del fusione hanno un'elevata precisione e vengono utilizzate per la produzione di prototipi di precisione.
La produzione diretta di parti funzionali metalliche senza processi intermedi, che semplifica notevolmente il processo di produzione.
Ha una struttura metallurgica, alta densità (> 99%), eccellenti proprietà meccaniche e consente di escludere la necessità di una successiva elaborazione.
I dettagli possono essere effettuati in pochi minuti o ore, a seconda delle dimensioni e della complessità della parte.
Può produrre direttamente parti funzionali di una forma geometrica complessa (ad esempio, fermi, cicli viventi)
Il materiale ha una vasta gamma di applicazione e la sua polvere in metallo può essere vari materiali individuali o materiali multicomponenti.
Particolarmente adatto per un'impostazione individuale singola o piccola di parti funzionali.



Caratteristiche tecniche IDEN160
| Sistema laser Sistema laser | Laser a tipo laser Lunghezza d'onda 1064 nm Potenza laser 500 W |
| Sistema di rivestimento Sistema di rivestimento | Il metodo di rivestimento: il raschietto distribuisce la polvere in due direzioni. Lo spessore dello strato normale è 0,03 mm. Velocemente lo spessore dello strato 0,03 ~ 0,10 mm. Lo spessore dello strato di produzione di precisione è 0,02 ~ 0,03 mm. |
| Sistema di scansione ottica Ottico e scansione | Spot leggero (diametro @ 1/e²) 0,05 ~ 0,15 mm Scansione scanlab galvanometro Velocità di scansione parte 2,0 m/s (consigliato) Velocità di salto parziale 10,0 m/s (consigliato) Velocità stimata di produzione: 1200 corone dentali/24 ore, 75 parentesi graffe dentali/24 ore. |
| Sistema di protezione Sistema di scudo | Protezione da gas azot, argon (i materiali in metallo attivo devono essere protetti da Argon) Regolatore di flusso: aggiustamento intellettuale 0-3 L/min. Controllo spolverato e un efficace sistema di circolazione del gas protettivo Rimozione della polvere Quarto livello di rimozione e pulizia della polvere |
| Crea un'IVA Iva da costruzione | Il volume standard è di circa 5L. Piattaforma di produzione XY 160 mm (x) × 160 mm (y) (esclusi i filetti, ecc.) Un asse z 200 mm (incluso lo spessore del substrato) Il peso massimo della parte è di 10 kg. Sostituzione rapida del gruppo del substrato e smontaggio senza fori per le viti e la sostituzione rapida del compartimento di transizione Servigatore preciso del motore di trasmissione Tipo di riscaldamento: riscaldamento di precisione del filo resistivo Materiali di modanatura: titanio puro, lega di titanio, lega di cromo di cobalto, ecc. |
| Software di gestione SOFTWARE | Tipo di Ethernet, TCP/IP, IEEE802.3 Software di controllo ISLM 4.0, software speciale per la produzione dentale Software di elaborazione dati 3DLAYER (software di elaborazione a più livelli con supporto tridimensionale) File di interfaccia dati CLI, file SLC, file STL |
| Condizioni di installazione Condizioni di installazione | Alimentazione 220 V (± 10 %) corrente alternata, 50/60 Hz, singola fase, 16 A. Temperatura ambientale 20-26 ° C L'umidità relativa è inferiore al 40%, senza gelo. La dimensione dell'attrezzatura è 1,10 m (w) × 1,30 m (g) × 1,85 m (c) Il peso dell'attrezzatura è di circa 1000 kg. |
| Periodo di garanzia GARANZIA | Laser 5000 ore o 12 mesi (a seconda di ciò che verrà prima) La durata dell'intera macchina è a 12 mesi dalla data di installazione. |
Contattaci
Prodotti popolari correlati
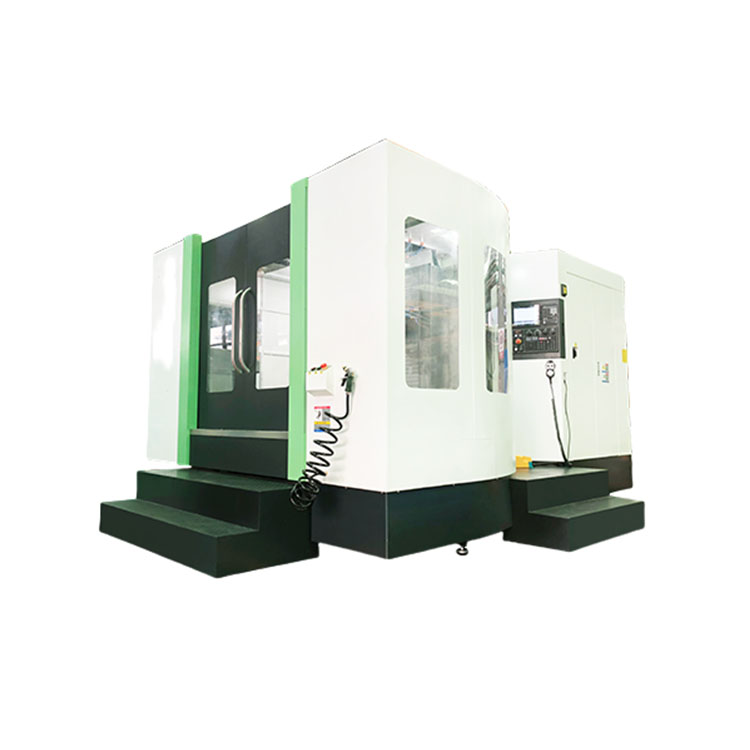
Centro di elaborazione del portale Taisin con CNC TXM-9038
Un'elaborazione verticale a due colonne si adatta alle caratteristiche delle tradizionali macchine a due colonne con elevata rigidità, una struttura simmetrica e un'elevata stabilità. Attraverso l'analisi degli elementi, la struttura dei componenti principali è ottimizzata, le caratteristiche dinamiche del prodotto sono migliorate e si ottiene la combinazione perfetta di elevata potenza, coppia elevata, alta efficienza e elaborazione ad alta precisione. È adatto per settori di grandi dimensioni di pesanti elaborazioni, come costruzione navale, metallurgia e petrolchimica.

Centro di lavorazione a cinque assi ad alta velocità Taisin TX-UC00
Un centro di elaborazione dell'asse pyato ad alta velocità è una moderna macchina CNC, che può contemporaneamente controllare il movimento di diversi assi quando si ruota ad alta velocità ed è adatto per l'elaborazione di superfici curve complesse e parti ad alta precisione. È ampiamente utilizzato nell'industria aerospaziale, automobilistica, nell'elaborazione delle forme di stampa, nella strumentazione di precisione e in altri settori. Può eseguire un'elaborazione poliedrica in un morsetto, ridurre numerosi errori di preparazione dei pezzi, nonché aumentare l'efficienza della produzione e l'accuratezza della lavorazione. Questa attrezzatura ha potenti capacità di elaborazione flessibili ed è particolarmente adatta per la lavorazione di superfici curve tridimensionali complesse e parti ad alta precisione, il che aumenta significativamente l'automazione della produzione e la qualità del prodotto.
Stampante 3D in metallo Taisin SLM280
La fusione laser selettiva dei metalli (SLM) è una tecnologia di stampa 3D in cui viene utilizzata la polvere di metallo per la stampa diretta di parti metalliche. Durante la stampa, il raschietto applica uno strato di polvere di metallo alla piastra di supporto del cilindro di stampaggio e il raggio laser scioglie selettivamente la polvere in conformità con il profilo della sezione trasversale di ogni strato della parte per l'elaborazione dello strato corrente. Dopo aver completato la sinterizzazione di uno strato, il sistema di sollevamento riduce l'altezza di uno strato di sezione trasversale. Il video per la distribuzione della polvere distribuisce un altro strato di polvere di metallo nello strato formato di sezione trasversale e pecca lo strato successivo. Questo è il livello per il livello. Fino a quando l'intera parte è in un certo senso. L'intero processo di stampaggio viene effettuato in una camera tecnologica, aspirato o riempito con gas protettivo per prevenire la reazione dei metalli con altri gas ad alte temperature.
Stampante 3D in metallo Taisin ISLM350DN
La fusione laser selettiva dei metalli (SLM) è una tecnologia di stampa 3D in cui viene utilizzata la polvere di metallo per la stampa diretta di parti metalliche. Durante la stampa, il raschietto applica uno strato di polvere di metallo alla piastra di supporto del cilindro di stampaggio e il raggio laser scioglie selettivamente la polvere in conformità con il profilo della sezione trasversale di ogni strato della parte per l'elaborazione dello strato corrente. Dopo aver completato la sinterizzazione di uno strato, il sistema di sollevamento riduce l'altezza di uno strato di sezione trasversale. Il video per la distribuzione della polvere distribuisce un altro strato di polvere di metallo nello strato formato di sezione trasversale e pecca lo strato successivo. Questo è il livello per il livello. Fino a quando l'intera parte è in un certo senso. L'intero processo di stampaggio viene effettuato in una camera tecnologica, aspirato o riempito con gas protettivo per prevenire la reazione dei metalli con altri gas ad alte temperature.
Stampante 3D ad adolescimento in luce Taisin SLA660
La stereolitografia (SLA) è una tecnologia di stampa 3D ad alta velocità e ad alta precisione. I dettagli vengono stampati utilizzando un laser UV e un fotopolimero liquido, curato dalla radiazione UV-"fotopolimero". Il raggio laser è controllato per scansionare la superficie della resina liquida, in modo che la superficie della resina liquida si indurisca, formando il film scansionato della sezione trasversale della parte. Dopo aver curato uno strato, coprire lo strato appena formato con un altro strato di resina liquida e continuare la scansione per indurimento e combinarlo con la sezione trasversale della parte precedentemente rifiutata. Questo accade in avanti e indietro, uno strato per uno strato per stampare una parte a tre dimensioni completa.

Stampante 3D addoptive taisin SLA1600D
La stereolitografia (SLA) è una tecnologia di stampa 3D ad alta velocità e ad alta precisione. I dettagli vengono stampati utilizzando un laser UV e un fotopolimero liquido, curato dalla radiazione UV-"fotopolimero". Il raggio laser è controllato per scansionare la superficie della resina liquida, in modo che la superficie della resina liquida si indurisca, formando il film scansionato della sezione trasversale della parte. Dopo aver curato uno strato, coprire lo strato appena formato con un altro strato di resina liquida e continuare la scansione per indurimento e combinarlo con la sezione trasversale della parte precedentemente rifiutata. Questo accade in avanti e indietro, uno strato per uno strato per stampare una parte a tre dimensioni completa.
Stampante 3D in metallo Taisin ISLM420DN
La fusione laser selettiva dei metalli (SLM) è una tecnologia di stampa 3D in cui viene utilizzata la polvere di metallo per la stampa diretta di parti metalliche. Durante la stampa, il raschietto applica uno strato di polvere di metallo alla piastra di supporto del cilindro di stampaggio e il raggio laser scioglie selettivamente la polvere in conformità con il profilo della sezione trasversale di ogni strato della parte per l'elaborazione dello strato corrente. Dopo aver completato la sinterizzazione di uno strato, il sistema di sollevamento riduce l'altezza di uno strato di sezione trasversale. Il video per la distribuzione della polvere distribuisce un altro strato di polvere di metallo nello strato formato di sezione trasversale e pecca lo strato successivo. Questo è il livello per il livello. Fino a quando l'intera parte è in un certo senso. L'intero processo di stampaggio viene effettuato in una camera tecnologica, aspirato o riempito con gas protettivo per prevenire la reazione dei metalli con altri gas ad alte temperature.

Drilling taisin e macchina a taglio filettato con CNC TXT-700
I centri per la perforazione e il taglio dei fili sono progettati per essere semplici ed efficaci, idealmente adatti a processi di elaborazione accurati, rapidi e ripetuti. Un design speciale per i fili di perforazione e taglio fornisce la massima efficienza e la velocità di taglio del filo e consente anche di praticare materiali più solidi. Le macchine a CNC in materia di perforazione sono ideali per l'elaborazione di parti con diversi fori, fori profondi o fori filettati.

Stampante 3D ad adolevazione leggera Taisin SLA550
La stereolitografia (SLA) è una tecnologia di stampa 3D ad alta velocità e ad alta precisione. I dettagli vengono stampati utilizzando un laser UV e un fotopolimero liquido, curato dalla radiazione UV-"fotopolimero". Il raggio laser è controllato per scansionare la superficie della resina liquida, in modo che la superficie della resina liquida si indurisca, formando il film scansionato della sezione trasversale della parte. Dopo aver curato uno strato, coprire lo strato appena formato con un altro strato di resina liquida e continuare la scansione per indurimento e combinarlo con la sezione trasversale della parte precedentemente rifiutata. Questo accade in avanti e indietro, uno strato per uno strato per stampare una parte a tre dimensioni completa.
Macchina di stampaggio da binario a tre fili Taisin di alta rigidità TX-6027
Una macchina di riforma a tre linee di elevata rigidità è una macchina ad alte prestazioni appositamente progettata per la lavorazione dei moduli di stampa e ha un'eccellente rigidità e stabilità. Questo modello utilizza un design a tre linee della guida, che aumenta significativamente la resistenza alle vibrazioni e la capacità di trasporto della macchina, fornendo prestazioni di taglio stabili e accurate durante l'elaborazione ad alta precisione. Particolarmente adatto per la lavorazione di forme e materiali grandi e complessi di alta durezza. A causa dell'eccellente accuratezza e stabilità della lavorazione, è ampiamente utilizzato nella produzione di forme di stampa in automobili, elettrodomestici, materie plastiche, pressione sotto pressione e altri settori. Può ridurre efficacemente i tempi di elaborazione e aumentare l'efficienza della produzione e la qualità del prodotto.

Centro di elaborazione CNC Taisin Pyatioseva per la lavorazione di TXMT-21042
Una macchina a cinque assi è una moderna apparecchiatura di elaborazione CNC con cinque assi in movimento indipendente che possono essere controllati accuratamente nelle direzioni X, Y, Z, A e B per ottenere un'elaborazione efficace e ad alta precisione di parti complesse. La macchina aggiunge due assi di rotazione (di solito l'asse A e l'asse B), il che consente allo strumento di avvicinarsi al pezzo in qualsiasi angolo, il che aumenta significativamente la flessibilità e l'efficienza dell'elaborazione. I principali vantaggi delle macchine a cinque assi: alta efficienza, alta precisione, una maggiore durata di servizio, adatto a parti complesse.

Centro di elaborazione Taisin per i fili di perforazione e taglio txt-800
Una serie di centri di elaborazione per la perforazione e il taglio sono ampiamente utilizzati per perforazioni rapide, taglieri e macinazione di piccole parti, come elettronica, impianti idraulici, automobili, parti e attrezzature mediche; Sono anche adatti a piccole forme ed elaborazione di precisione del rame;
Centro di elaborazione orizzontale Taisin con accuratezza ad alta precisione CNC HMC TXHD-630
Vengono sviluppati centri di elaborazione orizzontale con CNC e dispositivi di cambio di pallet automatici tenendo conto dell'efficienza e dell'affidabilità. L'HMC è anche più durevole e ha un grande strumento per conservare gli strumenti. Questo design aumenta la ripetibilità e la versatilità generale. Se stai semplicemente cercando una soluzione più affidabile di un centro di elaborazione verticale, ci sono anche centri di elaborazione orizzontale senza un dispositivo di cambio di plastica.
Stampante 3D in metallo Taisin ISLM500D
La fusione laser selettiva dei metalli (SLM) è una tecnologia di stampa 3D in cui viene utilizzata la polvere di metallo per la stampa diretta di parti metalliche. Durante la stampa, il raschietto applica uno strato di polvere di metallo alla piastra di supporto del cilindro di stampaggio e il raggio laser scioglie selettivamente la polvere in conformità con il profilo della sezione trasversale di ogni strato della parte per l'elaborazione dello strato corrente. Dopo aver completato la sinterizzazione di uno strato, il sistema di sollevamento riduce l'altezza di uno strato di sezione trasversale. Il video per la distribuzione della polvere distribuisce un altro strato di polvere di metallo nello strato formato di sezione trasversale e pecca lo strato successivo. Questo è il livello per il livello. Fino a quando l'intera parte è in un certo senso. L'intero processo di stampaggio viene effettuato in una camera tecnologica, aspirato o riempito con gas protettivo per prevenire la reazione dei metalli con altri gas ad alte temperature.

Stampante 3D in metallo Taisin ISLM800QN
La fusione laser selettiva dei metalli (SLM) è una tecnologia di stampa 3D in cui viene utilizzata la polvere di metallo per la stampa diretta di parti metalliche. Durante la stampa, il raschietto applica uno strato di polvere di metallo alla piastra di supporto del cilindro di formazione e il raggio laser scioglie selettivamente la polvere in conformità con la sezione trasversale di ogni strato della parte per l'elaborazione dello strato corrente. Dopo aver completato la sinterizzazione di uno strato, il sistema di sollevamento riduce l'altezza di uno strato di sezione trasversale. Il video per la distribuzione della polvere distribuisce un altro strato di polvere di metallo nello strato formato di sezione trasversale e pecca lo strato successivo. Questo è il livello per il livello. Fino a quando l'intera parte è in un certo senso. L'intero processo di stampaggio viene effettuato in una camera tecnologica, aspirato o riempito con gas protettivo per prevenire la reazione dei metalli con altri gas ad alte temperature.

Stampante 3D a base di luce taisin SLA450
La stereolitografia (SLA) è una tecnologia di stampa 3D ad alta velocità e ad alta precisione. I dettagli vengono stampati utilizzando un laser UV e un fotopolimero liquido, curato dalla radiazione UV-"fotopolimero". Il raggio laser è controllato per scansionare la superficie della resina liquida, in modo che la superficie della resina liquida si indurisca, formando il film scansionato della sezione trasversale della parte. Dopo aver curato uno strato, coprire lo strato appena formato con un altro strato di resina liquida e continuare la scansione per indurimento e combinarlo con la sezione trasversale della parte precedentemente rifiutata. Questo accade in avanti e indietro, uno strato per uno strato per stampare una parte a tre dimensioni completa.
Per favore lasciaci un messaggio
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese