











-

타이신 가벼운 3D 프린터 ISL1100
-

CNC TXM-9038을 갖는 타이신 포털 처리 센터
-

타이신 고속 드릴링 및 스레드 머신 TX-T6
-

타이신 광-아투 핑 3D 프린터 SLA200
-

Taisin Light-Adoptive 3D 프린터 SLA1900D
-
타이신 금속 3D 프린터 ISLM420DN
-

타이신 광-아투 핑 3D 프린터 SLA800
-

타이신 금속 3D 프린터 ISLM500D
-

타이신 광-아투 티브 3D 프린터 SLA550
-

타이신 금속 3D 프린터 ISLM350DN
-
타이신 금속 3D 프린터 SLM280
-

타이신 포털 처리 센터 YBM-2015
-
타이신 광-아투 티브 3D 프린터 SLA880
-

고 강성 TX-6027의 타이신 3 와이어 레일 성형 기계
-
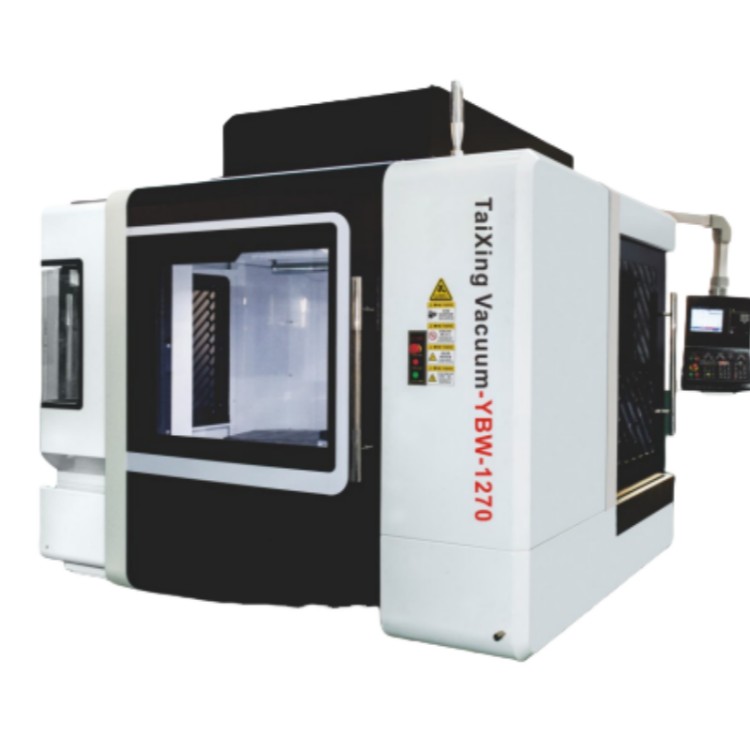
타이신 수평 처리 센터 YBM-1270
-

드릴링 및 절단 스레드를위한 타이신 가공 센터 TXT-800



{kind=link}
{kind=link}
{kind=link}
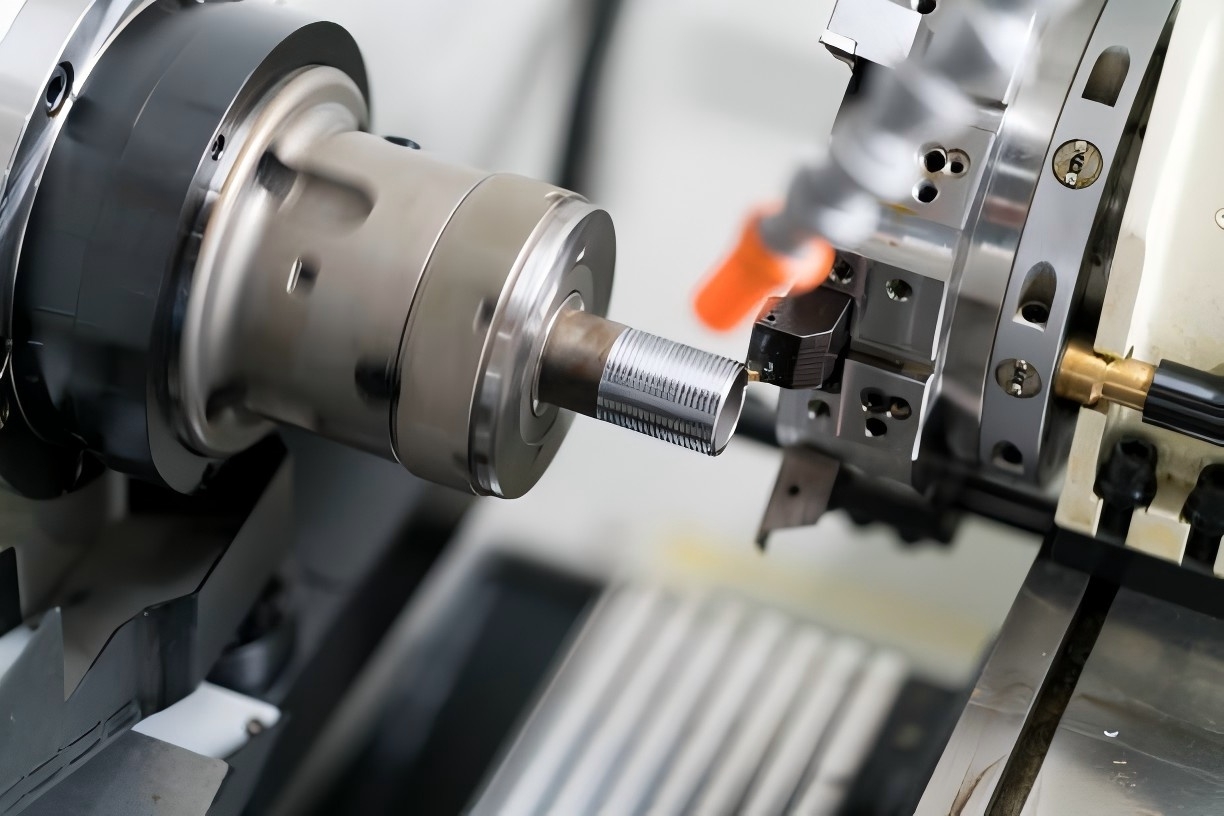
TXMT-21042 가공을위한 Taisin Pyatioseva CNC 처리 센터
5 개의 축 기계는 복잡한 부품의 효과적이고 높은 예비 처리를 달성하기 위해 방향 X, Y, Z, A 및 B로 정확하게 제어 될 수있는 5 개의 독립적으로 움직이는 축을 갖춘 최신 CNC 처리 장비입니다. 이 기계는 두 개의 회전 축 (일반적으로 축 A 및 축 B)을 추가하여 공구가 모든 각도로 공작물에 접근 할 수 있도록하여 처리의 유연성과 효율성을 크게 증가시킵니다.
5 축 기계의 주요 장점 : 고효율, 높은 정확도, 서비스 수명 증가, 복잡한 부품에 적합합니다.
설명
채점자
제품 소개
5 개의 축 기계는 복잡한 부품의 효과적이고 높은 예비 처리를 달성하기 위해 방향 X, Y, Z, A 및 B로 정확하게 제어 될 수있는 5 개의 독립적으로 움직이는 축을 갖춘 최신 CNC 처리 장비입니다. 이 기계는 두 개의 회전 축 (일반적으로 축 A 및 축 B)을 추가하여 공구가 모든 각도로 공작물에 접근 할 수 있도록하여 처리의 유연성과 효율성을 크게 증가시킵니다.
5 축 기계의 주요 장점 : 고효율, 높은 정확도, 서비스 수명 증가, 복잡한 부품에 적합합니다.
제품에 대한 자세한 내용
기계의 전체 레이아웃은 동기화 된 이동이있는 크레인 유형의 포털 설계입니다. 작업대는 움직이지 않고 염소 탭이 앞뒤로 움직입니다. 왼쪽 및 오른쪽 기둥과 침대는 워크 벤치의 양쪽에 있습니다. 염소 탭은 대칭 빔“상자에 상자”의 설계를 사용하여 X 축을 따라 앞뒤로 움직입니다.
1. 기계의 스핀들
스핀들은 고속 HSKA63 전기 스핀들을 사용합니다. 스핀들은 내부 냉각 방법을 워터 냉각으로 사용하여 스핀들의 열 변형을 줄이고 스핀들의 정확도와 기계의 정확도의 안정성을 증가시킵니다. 이 기계에는 스핀들 방향 및 스레드 절단 기능이 있습니다. 스핀들 박스의 노드에서, 액체 질소가있는 이중 밸런싱 메커니즘이 사용되어 스핀들 박스의 안정성을 보장합니다.
이중 회전 및 5 축 레버 메커니즘이있는 밀 스톤 : 에어컨의 기계식 축 + 전기 스핀들, 통합 포크 유형, 높은 강성, 에어컨의 축은 배경 보호 기능을 갖춘 고유 한 변속기를 사용합니다.
2. 각 축을 공급하는 전달
X 축은 양측 이중 드라이브를 사용합니다. 즉, 왼쪽과 오른쪽 슬라이더에는 두 개의 엔진이있는 재 전송이 장착되어있어 전송의 간격을 효과적으로 제거하고 기계의 위치 및 반복성의 정확도를 높일 수 있습니다. .
Z의 방향으로의 전송은 교대로 전류 자궁 경관을 에너지 원으로 사용하고 전송의 구성 요소로서 볼 스크류 변속기를 사용합니다. 볼 스크류 기어는 양쪽 끝에서 움직이지 않고지지됩니다. 수입 된 특수 정밀 베어링으로 지원되며 이전에 나사의 공급 및 서비스 수명의 강성을 보장하기 위해 두 방향으로 뻗어 있습니다. Z 축 엔진에는 자동 제동 기능이 있습니다. 전원이 꺼지면 자동 브레이크가 엔진 샤프트를 단단히 감아 회전 할 수 없습니다.
3. 가이드의 모양
4 개의 선형 가이드는 X 축을 따라 작은 마찰 계수 및 고 감도, 고속의 약간의 진동 및 저속으로 미끄러지지 않는 가이드 쌍이 사용됩니다. 변속기 샤프트는 서보 드라이브의 높은 위치 정확도와 우수한 특성을 갖습니다. 또한 진동 절단에 대한 훌륭한 베어링 능력과 우수한 저항력을 가지고있어 기계의 동적 특성을 향상시키고 정확성, 안정성 및 수명을 높일 수 있습니다. 기계;
어려운 작동 조건을 위해 횡 빔의 가이드 쌍에 2 개의 선형 안내서가 사용됩니다. 가이드는 강성 및 닦는 강성을위한 큰 범위와 충분한 강성으로 계단을 밟습니다.
가이드 쌍에서는 Z 축을 따라 4 개의 선형 가이드가 사용되어 어려운 작동 조건과 10 개의 가이드를 사용하여 처리 중에 원활한 절단을 보장합니다. 메모리 구조 사용 400*420
4. 기계의 주요 부분.
침대, 기둥, 빔, 스핀들 박스 등은 고강도 주철 재료와 수지-샌드 혼합물의 기술을 사용하여 주조됩니다. 심한 조건에서 기계를 절단 할 가능성을 보장하기 위해 횡 방향 빔은 굽힘 및 닦는 강성을위한 큰 단면과 충분한 강성을 갖습니다. 이러한 큰 세부 사항은 컴퓨터 3 차원 소프트웨어를 사용하여 최적화되고 설계되었으며, 강화제는 큰 부품의 강성을 높이기 위해 합리적으로 위치합니다.



주요 기술 매개 변수
| 여행하다
| xy/z 축 | mm | 21000*3000*1500 |
| 작업 표면에 스핀들의 코 | mm | 350-1850 | |
| 포털 통과 폭 | mm | 4200 | |
| 작업 시트
| 작업 시트 (길이*너비) | mm | 20,000*3000 |
| 워크 벤치의 최대 부하 | t/m | 10 | |
| T 자형 그루브 | mm | 36*200 | |
| 축
| 스핀들 유형 | mm | HSKA63 |
| 스핀들 속도 | 속도 | 18000 | |
| 스핀들 운송 유형 | AC 전기 스핀들, 5 축 헤드 | ||
| 사료의 속도
| 피드 속도 (XM/Z) | m/분 | 30/30/30 |
| 최대 절단 | mm/분 | 6000 | |
| 엔진
| 스핀들 엔진 | KW | 30 |
| 3 축 서비스 모모터 | KW | 5.4*4/5.4/5.4 | |
| 워터 펌프 | KW | 2.7 | |
| ATC (선택적으로)
| 도구 변경 방법 | 추가 금액 | |
| 도구 핸들의 특성 | 유형 | HSKA63 | |
| 도구 용량 | 도구 | 30 | |
| 최대 공구 직경 (인접 도구) | mm | 80 | |
| 최대 공구 직경 (위상 부품이없는 도구) | mm | 120 | |
| 최대 도구 길이 | mm | 350 | |
| 도구의 최대 무게 | kg | 8 | |
| 도구 변경을위한 가장 빠른 도구 | 두번째 | 2.5 | |
| 정확도 (GB/T 19362.2- 2017)
| 위치
| mm
| 0.03/0.02/0.015 |
| 2 미터마다 | |||
| 반복성
| mm
| 0.02/0.01/0.01 | |
| 2 미터마다 | |||
| 권력의 필요성 | 권력의 필요성 | Qian Fuan | 60 |
| 공기압 요구 사항 | kg/cm | 6 ~ 8 | |
| 길이*너비*높이 | mm | 약 31600*8130*7950 | |
| 무게 | 티 | 약 228 |



기술적 특성 IDEN160
레이저 시스템
레이저 시스템 유형 레이저 Voloconium 레이저
파장 1064 nm
레이저 전원 500 w
다시 코팅 시스템
코팅을 적용하기위한 재 코팅 시스템 시스템 : 스크레이퍼는 분말을 두 방향으로 분배합니다.
정상 층의 두께는 0.03 mm입니다.
층의 두께는 0.03 ~ 0.10 mm입니다.
정밀 생산층의 두께는 0.02 ~ 0.03 mm입니다.
광학 스캔 시스템
광학 및 주사 염색 (직경 @ 1/e²) 0.05 ~ 0.15 mm
검류 계 스캔 스캔 스캔
부품 스캔 속도 2.0 m/s (권장)
부분 점프 속도 10.0 m/s (권장)
예상 생산 속도 : 1200 치아 크라운/24 시간, 75 개의 치과 교정기/24 시간.
보호 시스템
방패 시스템 가스 보호 질소, 아르곤 (활성 금속 재료는 아르곤에 의해 보호되어야 함)
스트림 레귤레이터 : 지적 조정 0-3 L/분.
더러드 제어 및 효과적인 보호 가스 순환 시스템
먼지 제거 네 번째 수준의 제거 및 먼지 청소
부가가치세를 만드십시오
VAT의 표준 부피는 약 5 리터입니다.
생산 플랫폼 XY 160 mm (x) × 160 mm (y) (필렛 제외 등)
축 z 200 mm (기판의 두께 포함)
부품의 최대 무게는 10kg입니다.
기판 어셈블리의 빠른 교체 및 나사에 대한 구멍없이 분해 및 전환 구획의 빠른 교체
드라이브 엔진의 정확한 서비스자
가열 유형 : 저항선의 정밀 가열
성형 재료 : 순수한 티타늄, 티타늄 합금, 코발트 크롬 합금 등
관리 소프트웨어
이더넷, TCP/IP, IEEE802.3 네트워크 소프트웨어 소프트웨어
ISLM 4.0 제어 소프트웨어, 치과 생산을위한 특수 소프트웨어
3DLAYER 데이터 처리 소프트웨어 (3 차원 지원을 갖춘 다중 레벨 처리 소프트웨어)
데이터 CLI 파일, SLC 파일, STL 파일
설치 조건
전원 공급 장치의 장비 조건 220 V (± 10 %) 교대 전류, 50/60 Hz, 단일 상, 16 A.
환경 온도 20-26 ° C
상대 습도는 서리없이 40%미만입니다.
장비 크기는 1.10m (W) × 1.30m (g) × 1.85 m (c)입니다.
장비 무게는 약 1000kg입니다.
보증 기간
5000 시간 또는 12 개월 레이저에 대한 보증 (일찍 올 일에 따라 다름)
전체 기계의 수명은 설치 일로부터 12 개월입니다.
저희에게 연락하십시오
관련 인기있는 제품
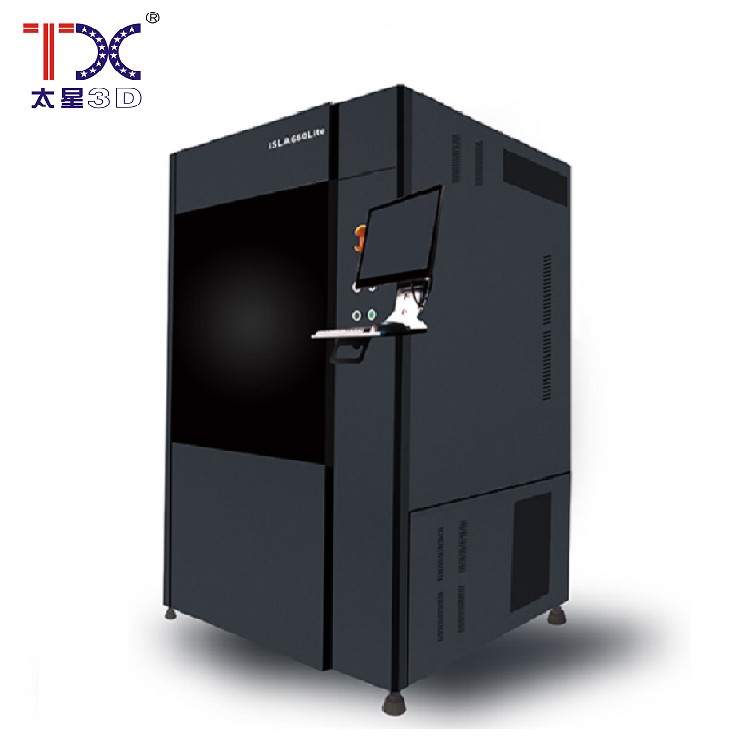
타이신 가벼운 3D 프린터 SLA660Lite
STEREOLITHOGRAPHY (SLA)는 고속 및 고정밀 3D 프린팅 기술입니다. UV 방사선 인“Photopolymer”로 치료 된 UV 레이저 및 액체 광 폴리머를 사용하여 세부 사항이 인쇄됩니다. 레이저 빔은 액체 수지의 표면을 스캔하여 액체 수지의 표면이 경화되어 부품의 단면의 스캔 필름을 형성하도록 제어됩니다. 하나의 층을 경화 한 후, 새로 형성된 층을 다른 액체 수지 층으로 덮고 계속 스캔하여 경화하고 이전에 거부 된 부분의 단면과 결합합니다. 이것은 앞뒤로 발생하며, 전체 3 차원 부분을 인쇄하기 위해 층 별 층으로 발생합니다.

타이신 가벼운 3D 프린터 SLA660
STEREOLITHOGRAPHY (SLA)는 고속 및 고정밀 3D 프린팅 기술입니다. UV 방사선 인“Photopolymer”로 치료 된 UV 레이저 및 액체 광 폴리머를 사용하여 세부 사항이 인쇄됩니다. 레이저 빔은 액체 수지의 표면을 스캔하여 액체 수지의 표면이 경화되어 부품의 단면의 스캔 필름을 형성하도록 제어됩니다. 하나의 층을 경화 한 후, 새로 형성된 층을 다른 액체 수지 층으로 덮고 계속 스캔하여 경화하고 이전에 거부 된 부분의 단면과 결합합니다. 이것은 앞뒤로 발생하며, 전체 3 차원 부분을 인쇄하기 위해 층 별 층으로 발생합니다.

CNC TXT-700을 갖는 타이신 드릴링 및 나사산 절단 기계
드릴링 및 절단 스레드 센터는 간단하고 효과적으로 설계되었으며 정확하고 빠르고 반복되는 처리 프로세스에 적합합니다. 드릴링 및 절단 스레드를위한 특수 설계는 스레드의 최대 효율과 절단 속도를 제공하며보다 견고한 재료를 드릴 수 있습니다. 드릴링-히닝 CNC 기계는 여러 구멍, 깊은 구멍 또는 나사산 구멍이있는 부품을 처리하는 데 이상적입니다.

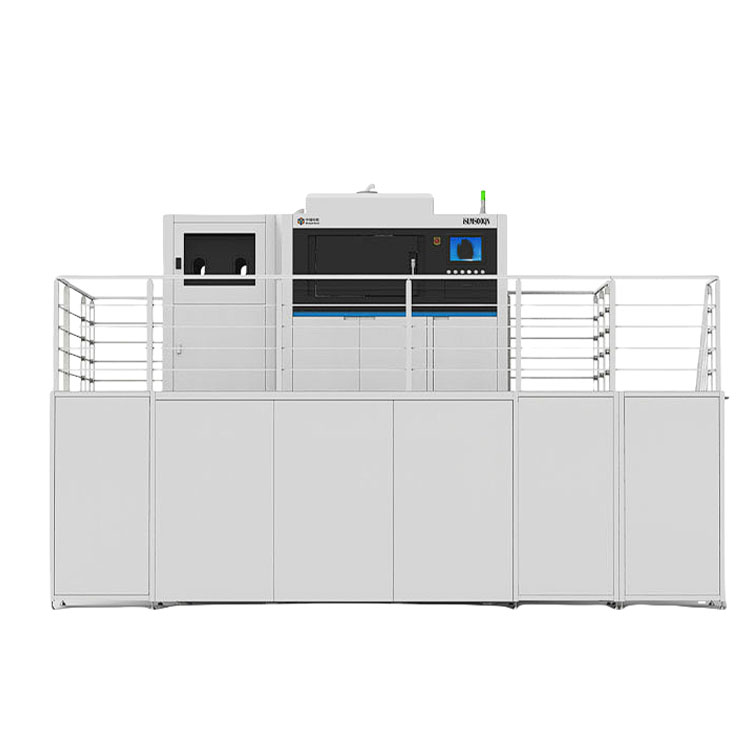
타이신 금속 3D 프린터 ISLM800QN
금속의 선택적 레이저 용융 (SLM)은 금속 파우더가 금속 부품의 직접 인쇄에 사용되는 3D 인쇄 기술입니다. 인쇄 할 때, 스크레이퍼는 금속 분말 층을 형성 실린더의지지 판에 적용하고, 레이저 빔은 전류 층을 처리하기 위해 부품의 각 층의 횡단면에 따라 분말을 선택적으로 녹인다. 하나의 층의 소결이 완료된 후, 리프팅 시스템은 단면의 한 층의 높이를 감소시킵니다. 분말의 분포에 대한 비디오는 다른 금속 분말의 다른 층을 단면의 형성된 층으로 분배하고 다음 층을 죄다. 이것은 레이어에 의한 레이어입니다. 전체 부분이 어떤 식 으로든. 전체 성형 공정은 기술 챔버에서 수행되며, 고온에서 다른 가스와의 금속 반응을 방지하기 위해 보호 가스로 진공 또는 보호 가스로 채워진다.
타이신 금속 3D 프린터 ISLM600QN
금속의 선택적 레이저 용융 (SLM)은 금속 파우더가 금속 부품의 직접 인쇄에 사용되는 3D 인쇄 기술입니다. 인쇄 할 때, 스크레이퍼는 금속 분말 층을 형성 실린더의지지 판에 적용하고, 레이저 빔은 전류 층을 처리하기 위해 부품의 각 층의 횡단면에 따라 분말을 선택적으로 녹인다. 하나의 층의 소결이 완료된 후, 리프팅 시스템은 단면의 한 층의 높이를 감소시킵니다. 분말의 분포에 대한 비디오는 다른 금속 분말의 다른 층을 단면의 형성된 층으로 분배하고 다음 층을 죄다. 이것은 레이어에 의한 레이어입니다. 전체 부분이 어떤 식 으로든. 전체 성형 공정은 기술 챔버에서 수행되며, 고온에서 다른 가스와의 금속 반응을 방지하기 위해 보호 가스로 진공 또는 보호 가스로 채워진다.

타이신 광-아투 핑 3D 프린터 SLA450
STEREOLITHOGRAPHY (SLA)는 고속 및 고정밀 3D 프린팅 기술입니다. UV 방사선 인“Photopolymer”로 치료 된 UV 레이저 및 액체 광 폴리머를 사용하여 세부 사항이 인쇄됩니다. 레이저 빔은 액체 수지의 표면을 스캔하여 액체 수지의 표면이 경화되어 부품의 단면의 스캔 필름을 형성하도록 제어됩니다. 하나의 층을 경화 한 후, 새로 형성된 층을 다른 액체 수지 층으로 덮고 계속 스캔하여 경화하고 이전에 거부 된 부분의 단면과 결합합니다. 이것은 앞뒤로 발생하며, 전체 3 차원 부분을 인쇄하기 위해 층 별 층으로 발생합니다.

타이신 수직 CNC TXLC-500 CNC
수직 토크 머신 (WTL)은 가장 전통적인 유형의 공작 기계 중 하나입니다. 중간 부품 및 대형 부품의 무거운 처리에 이상적입니다. 기술이 발전함에 따라 수직 회전 기계가 더욱 보편적이됩니다. 우리의 수직 회전 기계는 얇은 벽 공백 및 작업 방지 준비의 안정적인 처리로 인해 성능을 향상시킵니다. 박스와 같은 유형의베이스와 컬럼은 매우 신뢰할 수 있고 강력한 구조를 형성합니다. 플랜지 구조가있는 스핀들의 선체는 열 변형 및 진동의 영향을 최소화하여 안정적이고 정확한 절단을 제공합니다.
타이신 광-아투 티브 3D 프린터 SLA880
STEREOLITHOGRAPHY (SLA)는 고속 및 고정밀 3D 프린팅 기술입니다. UV 방사선 인“Photopolymer”로 치료 된 UV 레이저 및 액체 광 폴리머를 사용하여 세부 사항이 인쇄됩니다. 레이저 빔은 액체 수지의 표면을 스캔하여 액체 수지의 표면이 경화되어 부품의 단면의 스캔 필름을 형성하도록 제어됩니다. 하나의 층을 경화 한 후, 새로 형성된 층을 다른 액체 수지 층으로 덮고 계속 스캔하여 경화하고 이전에 거부 된 부분의 단면과 결합합니다. 이것은 앞뒤로 발생하며, 전체 3 차원 부분을 인쇄하기 위해 층 별 층으로 발생합니다.

타이신 가벼운 3D 프린터 SLA6036
STEREOLITHOGRAPHY (SLA)는 고속 및 고정밀 3D 프린팅 기술입니다. UV 방사선 인“Photopolymer”로 치료 된 UV 레이저 및 액체 광 폴리머를 사용하여 세부 사항이 인쇄됩니다. 레이저 빔은 액체 수지의 표면을 스캔하여 액체 수지의 표면이 경화되어 부품의 단면의 스캔 필름을 형성하도록 제어됩니다. 하나의 층을 경화 한 후, 새로 형성된 층을 다른 액체 수지 층으로 덮고 계속 스캔하여 경화하고 이전에 거부 된 부분의 단면과 결합합니다. 이것은 앞뒤로 발생하며, 전체 3 차원 부분을 인쇄하기 위해 층 별 층으로 발생합니다.
고 강성 TX-6027의 타이신 3 와이어 레일 성형 기계
강성이 높은 3 라인 개혁 기계는 프레스 형태를 처리하도록 특별히 설계된 고성능 기계이며 강성 및 안정성이 우수합니다. 이 모델은 가이드의 세 가지 라인 설계를 사용하여 기계의 진동 저항과 운반 용량을 크게 증가시켜 고전성 처리 중에 안정적이고 정확한 절단 성능을 제공합니다. 특히 크고 복잡한 모양과 경도가 높은 재료를 처리하는 데 특히 적합합니다. 처리의 탁월한 정확성과 안정성으로 인해 자동차, 가정용 가전 제품, 플라스틱, 압력에 따른 압력 및 기타 산업에서 프레스 형태의 생산에 널리 사용됩니다. 처리 시간을 효과적으로 줄이고 생산 효율성과 제품 품질을 높일 수 있습니다.
타이신 광-아투 티브 3D 프린터 SLA550
STEREOLITHOGRAPHY (SLA)는 고속 및 고정밀 3D 프린팅 기술입니다. UV 방사선 인“Photopolymer”로 치료 된 UV 레이저 및 액체 광 폴리머를 사용하여 세부 사항이 인쇄됩니다. 레이저 빔은 액체 수지의 표면을 스캔하여 액체 수지의 표면이 경화되어 부품의 단면의 스캔 필름을 형성하도록 제어됩니다. 하나의 층을 경화 한 후, 새로 형성된 층을 다른 액체 수지 층으로 덮고 계속 스캔하여 경화하고 이전에 거부 된 부분의 단면과 결합합니다. 이것은 앞뒤로 발생하며, 전체 3 차원 부분을 인쇄하기 위해 층 별 층으로 발생합니다.
타이신 금속 3D 프린터 ISLM500D
금속의 선택적 레이저 용융 (SLM)은 금속 파우더가 금속 부품의 직접 인쇄에 사용되는 3D 인쇄 기술입니다. 인쇄 할 때, 스크레이퍼는 금속 분말 층을 성형 실린더의지지 플레이트에 적용하고, 레이저 빔은 전류 층을 처리하기 위해 부품의 각 층의 가로 섹션 프로파일에 따라 분말을 선택적으로 녹인다. 하나의 층의 소결이 완료된 후, 리프팅 시스템은 단면의 한 층의 높이를 감소시킵니다. 분말의 분포에 대한 비디오는 다른 금속 분말의 다른 층을 단면의 형성된 층으로 분배하고 다음 층을 죄다. 이것은 레이어에 의한 레이어입니다. 전체 부분이 어떤 식 으로든. 전체 성형 공정은 기술 챔버에서 수행되며, 고온에서 다른 가스와의 금속 반응을 방지하기 위해 보호 가스로 진공 또는 보호 가스로 채워진다.

타이신 고속 5 축 처리 센터 TX-UC400
높은 속도의 pyato 축 처리 센터는 최신 CNC 기계로, 고속으로 회전 할 때 여러 축의 움직임을 동시에 제어 할 수 있으며 복잡한 곡선 표면 및 고정화 부품을 처리하는 데 적합합니다. 항공 우주, 자동차 산업, 프레스 형태의 가공, 정밀 계측 및 기타 산업에서 널리 사용됩니다. 하나의 클램프에서 다각적 인 처리를 수행하고, 워크 피스 준비의 수많은 오류를 줄이고, 생산 효율성 및 처리 정확도를 높일 수 있습니다. 이 장비는 강력한 유연한 가공 기능을 갖추고 있으며 복잡한 3 차원 곡선 표면과 고급 부품을 처리하는 데 특히 적합하며, 이는 생산 자동화 및 제품 품질을 크게 증가시킵니다.
타이신 광-아투 핑 3D 프린터 SLA800
STEREOLITHOGRAPHY (SLA)는 고속 및 고정밀 3D 프린팅 기술입니다. UV 방사선 인“Photopolymer”로 치료 된 UV 레이저 및 액체 광 폴리머를 사용하여 세부 사항이 인쇄됩니다. 레이저 빔은 액체 수지의 표면을 스캔하여 액체 수지의 표면이 경화되어 부품의 단면의 스캔 필름을 형성하도록 제어됩니다. 하나의 층을 경화 한 후, 새로 형성된 층을 다른 액체 수지 층으로 덮고 계속 스캔하여 경화하고 이전에 거부 된 부분의 단면과 결합합니다. 이것은 앞뒤로 발생하며, 전체 3 차원 부분을 인쇄하기 위해 층 별 층으로 발생합니다.

타이신 금속 3D 프린터 SLM160
금속의 선택적 레이저 용융 (SLM)은 금속 파우더가 금속 부품의 직접 인쇄에 사용되는 3D 인쇄 기술입니다. 인쇄 할 때, 스크레이퍼는 금속 분말 층을 성형 실린더의지지 플레이트에 적용하고, 레이저 빔은 전류 층을 처리하기 위해 부품의 각 층의 가로 섹션 프로파일에 따라 분말을 선택적으로 녹인다. 하나의 층의 소결이 완료된 후, 리프팅 시스템은 단면의 한 층의 높이를 감소시킵니다. 분말의 분포에 대한 비디오는 다른 금속 분말의 다른 층을 단면의 형성된 층으로 분배하고 다음 층을 죄다. 이것은 레이어에 의한 레이어입니다. 전체 부분이 어떤 식 으로든. 전체 성형 공정은 기술 챔버에서 수행되며, 고온에서 다른 가스와의 금속 반응을 방지하기 위해 보호 가스로 진공 또는 보호 가스로 채워진다.

타이신 금속 3D 프린터 IDEN160
금속의 선택적 레이저 용융 (SLM)은 금속 파우더가 금속 부품의 직접 인쇄에 사용되는 3D 인쇄 기술입니다. 인쇄 할 때, 스크레이퍼는 금속 분말 층을 성형 실린더의지지 플레이트에 적용하고, 레이저 빔은 전류 층을 처리하기 위해 부품의 각 층의 가로 섹션 프로파일에 따라 분말을 선택적으로 녹인다. 하나의 층의 소결이 완료된 후, 리프팅 시스템은 단면의 한 층의 높이를 감소시킵니다. 분말의 분포에 대한 비디오는 다른 금속 분말의 다른 층을 단면의 형성된 층으로 분배하고 다음 층을 죄다. 이것은 레이어에 의한 레이어입니다. 전체 부분이 어떤 식 으로든. 전체 성형 공정은 기술 챔버에서 수행되며, 고온에서 다른 가스와의 금속 반응을 방지하기 위해 보호 가스로 진공 또는 보호 가스로 채워진다.
우리에게 메시지를 남겨주세요
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese