






Produtos




-

Taisin Isl1100, adaptado à luz leve, ISL1100
-

Taisin Metal 3D Impressora SLM160
-

Centro de processamento vertical de alta precisão Taisin com CNC VMC TXP-1890
-

Taisin Metal 3D Impressora ISLM350DN
-

Taisin Light-Adtive 3D Impressora SLA200
-

Taisin Processing Center for Drilling and Cutting Threads TXT-800
-

Taisin Portal Processing Center YBM-2015
-

Taisin vertical cnc txlc-500 cnc
-

Taisin Metal 3D Impressora ISLM500D
-

Taisin Light-Adtive 3D Impressora SLA1600D
-

Centro de processamento de alta velocidade e alta precisão Taisin para processamento de peças TX-V8
-

Taisin Light-Adoptive 3D Impressora SLA800
-

Taisin Light-Adoptive 3D Impressora SLA500
-
Taisin Light-Adtive 3D Impressora SLA550EX
-

Taisin Metal 3D Impressora ISLM800QN
-

Taisin Light-Adtive 3D Impressora SLA450



{kind=link}
{kind=link}
{kind=link}
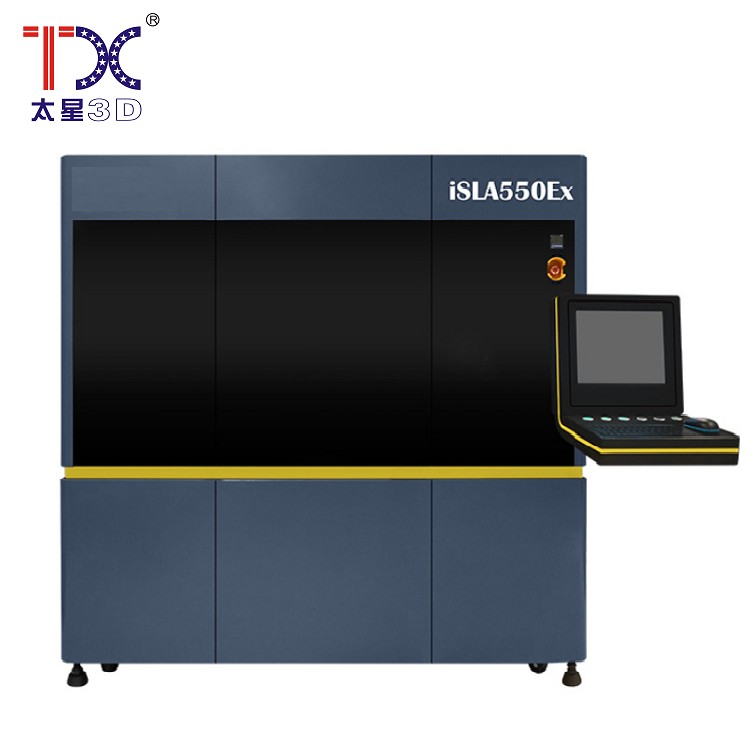
Taisin Light-Adtive 3D Printer Sla550Lite
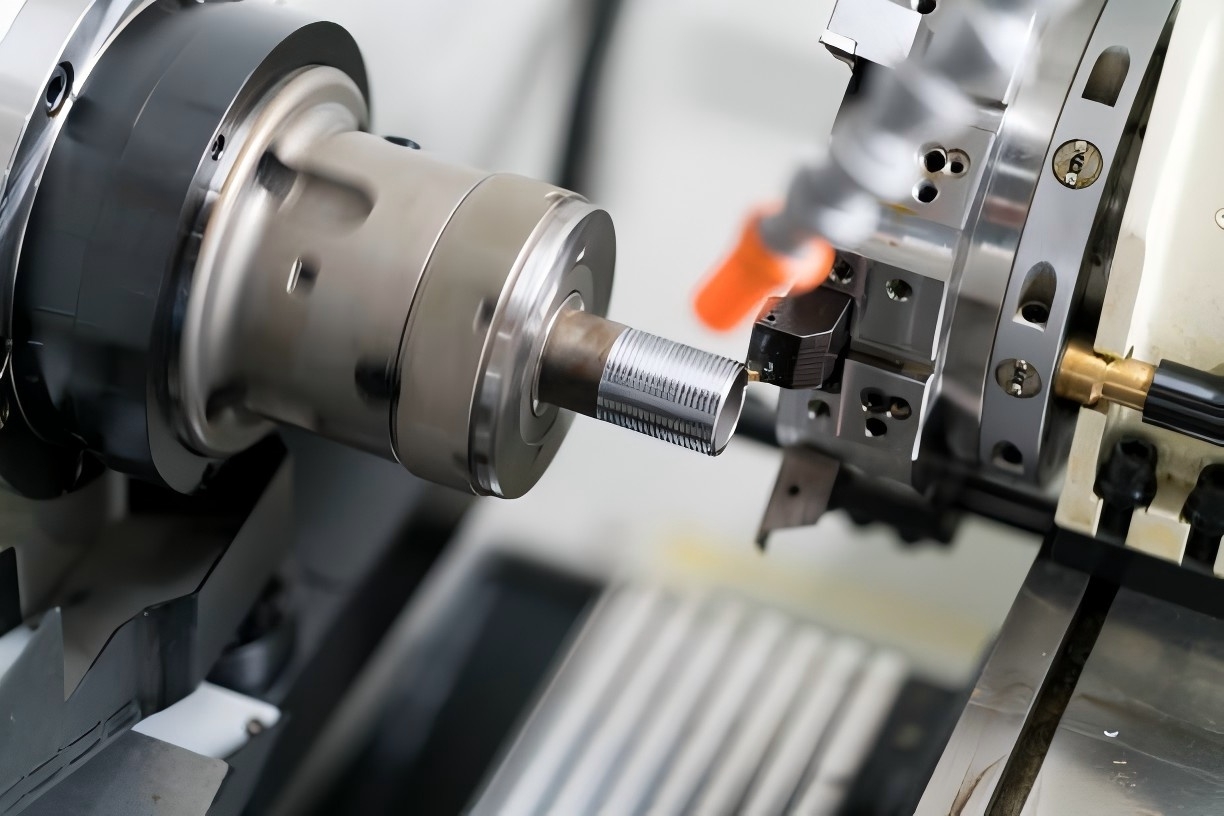
A estereolitografia (SLA) é uma tecnologia de impressão 3D de alta e alta precisão. Os detalhes são impressos usando um laser UV e um fotopolímero líquido, curado pela radiação UV-"fotopolímero". O feixe de laser é controlado para escanear a superfície da resina líquida, de modo que a superfície da resina líquida endurece, formando o filme digitalizado da seção transversal da peça. Depois de curar uma camada, cubra a camada recém -formada com outra camada de resina líquida e continue digitalizando para endurecer e combine -a com a seção transversal da parte previamente rejeitada. Isso acontece para a frente e para trás, uma camada por uma camada para imprimir uma parte tridimensional completa.
Descrição
marcador
Introdução do produto
A estereolitografia (SLA) é uma tecnologia de impressão 3D de alta e alta precisão. Os detalhes são impressos usando um laser UV e um fotopolímero líquido, curado pela radiação UV-"fotopolímero". O feixe de laser é controlado para escanear a superfície da resina líquida, de modo que a superfície da resina líquida endurece, formando o filme digitalizado da seção transversal da peça. Depois de curar uma camada, cubra a camada recém -formada com outra camada de resina líquida e continue digitalizando para endurecer e combine -a com a seção transversal da parte previamente rejeitada. Isso acontece para a frente e para trás, uma camada por uma camada para imprimir uma parte tridimensional completa.
Detalhes sobre o produto
Peças moldadas com os detalhes mais altos e a qualidade da superfície lisa
Precisão de até 0,05 mm para a fabricação de protótipos de precisão.
Os detalhes podem ser feitos em questão de minutos ou horas, dependendo do tamanho e da complexidade da peça.
A possibilidade de fabricar várias peças e nós compostos.
Os materiais smolish diferem em força, detalhe, cor, transparência e resistência ao calor.



Características técnicas do ISLA550LITE
| Sistema a laser | |
| Tipo de lazer | Laser de Estado sólido com bombeamento de diodo nd: yvo₄ |
| Comprimento de onda | 354,7 nm |
| Power a laser | 1000/2000/3000 MW |
| Sistema de re -co -revestimento | |
| Método de distribuição | O posicionamento intelectual é um revestimento de adsorção vacular |
| Espessura normal da camada | 0,1 mm |
| Criação rápida da espessura da camada | 0,1 ~ 0,15 mm |
| Espessura de precisão da camada de produção | 0,05 ~ 0,1 mm |
| Sistema de varredura óptica | |
| Ponto (diâmetro@1/e²) | 0,10 ~ 0,50 mm |
| Examinando galvanômetro | Galvanômetro de varredura de alta velocidade |
| Velocidade de varredura de peça | 6,0 m/s (recomendado) |
| Velocidade parcial do salto | 10,0 m/s (recomendado) |
| A velocidade de referência da produção | 50 ~ 140 g/h |
| Sistema de elevação | |
| Repita a precisão do posicionamento | ± 0,01 mm |
| Motor de elevação | Motor trampolim de alta precisão |
| Plataforma de teste | Plataforma de referência de mármore |
| Tanque de resina | |
| Volume padrão | Cerca de 115 litros a 300 mm (z) |
| Plataforma de produção XY | 500 mm (x) × 500 mm (y) |
| Eixo z | 300 mm (padrão)/<400 mm (por ordem individual) |
| O peso máximo da parte | 60 kg a 300 mm (z) |
| Resina fotossensível | |
| ZR680 | Lindo branco |
| ZR710 | Branco duro |
| ZR820 | Alta transparência |
| ABS REAL | Amarelo duro |
| Madeira vermelha | Daimukhong |
| Software de gerenciamento | |
| Tipo de rede | Ethernet, TCP/IP, IEEE802.3 |
| Software de gerenciamento | Software ISLA (zero 5.0) para produção |
| Software de processamento de dados | Camada 3D |
| Interface de dados | Arquivos CLI, arquivos SLC, arquivos STL |
| Condições de instalação | |
| Fonte de energia | 200 ~ 240 em corrente alternada, 50/60 Hz, fase única, 5/10 A |
| Temperatura ambiental | 20-26 ° C. |
| Umidade relativa | Menos de 40%, sem hoarfrost |
| O tamanho do equipamento | 1,10 m (w) × 1,10 m (d) × 1,80 m (b) (sem rack de computador) |
| Peso do equipamento | Cerca de 600 kg |
| Período de garantia | |
| Laser | 5000 horas ou 12 meses (dependendo do que virá mais cedo) |
| O carro inteiro | 12 meses a partir da data de instalação |
Contate-nos
Produtos populares relacionados

Máquina de moldagem de trilho de três fios Taisin de alta rigidez TX-6027
Uma máquina de reforma de três linhas de alta rigidez é uma máquina de alto desempenho projetada especialmente para processar formulários de imprensa e possui excelente rigidez e estabilidade. Este modelo usa um design de três linhas do guia, que aumenta significativamente a resistência à vibração e a capacidade de transporte da máquina, fornecendo desempenho de corte estável e preciso durante o processamento de alta precisão. Especialmente adequado para processar formas e materiais grandes e complexos de alta dureza. Devido à excelente precisão e estabilidade do processamento, é amplamente utilizado na produção de formas de imprensa em carros, eletrodomésticos, plásticos, pressão sob pressão e outras indústrias. Pode efetivamente reduzir o tempo de processamento e aumentar a eficiência da produção e a qualidade do produto.

Taisin Centro de processamento de cinco eixos de alta velocidade TX-UC400
Um centro de processamento de eixo pyato de alta velocidade é uma máquina CNC moderna, que pode controlar simultaneamente o movimento de vários eixos ao girar em alta velocidade e é adequado para processar superfícies curvas complexas e peças de alta precisão. É amplamente utilizado na indústria aeroespacial, automotiva, processamento de formulários de imprensa, instrumentação de precisão e outras indústrias. Ele pode realizar processamento multifacetado em uma pinça, reduzir vários erros de preparação de peças de trabalho, além de aumentar a eficiência da produção e a precisão do processamento. Este equipamento possui poderosos recursos de processamento flexível e é especialmente adequado para processar superfícies curvas tridimensionais complexas e peças de alta precisão, o que aumenta significativamente a automação da produção e a qualidade do produto.
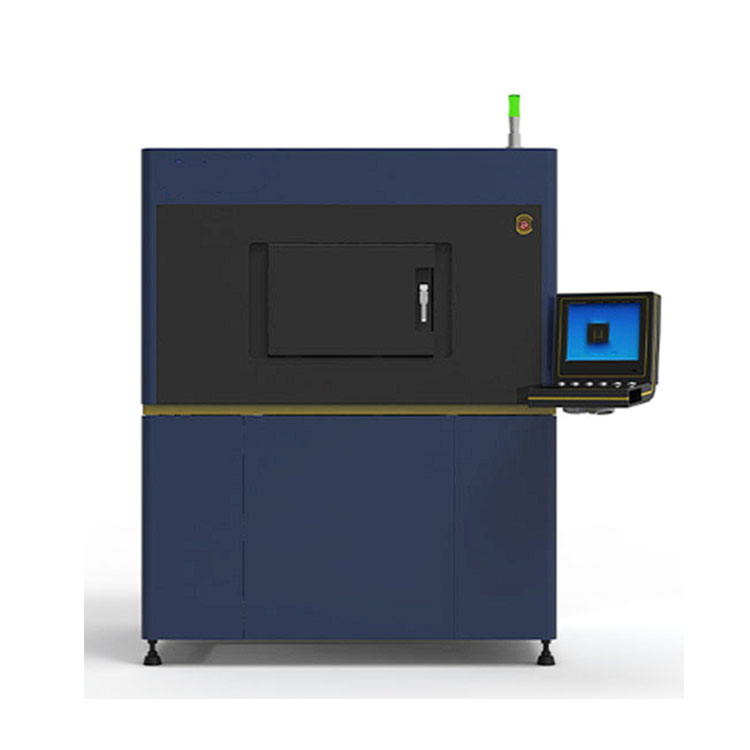
Taisin Light-Adoptive 3D Impressora SLA800
A estereolitografia (SLA) é uma tecnologia de impressão 3D de alta e alta precisão. Os detalhes são impressos usando um laser UV e um fotopolímero líquido, curado pela radiação UV-"fotopolímero". O feixe de laser é controlado para escanear a superfície da resina líquida, de modo que a superfície da resina líquida endurece, formando o filme digitalizado da seção transversal da peça. Depois de curar uma camada, cubra a camada recém -formada com outra camada de resina líquida e continue digitalizando para endurecer e combine -a com a seção transversal da parte previamente rejeitada. Isso acontece para a frente e para trás, uma camada por uma camada para imprimir uma parte tridimensional completa.

Taisin Light-Adtive 3D Impressora SLA1900D
A estereolitografia (SLA) é uma tecnologia de impressão 3D de alta e alta precisão. Os detalhes são impressos usando um laser UV e um fotopolímero líquido, curado pela radiação UV-"fotopolímero". O feixe de laser é controlado para escanear a superfície da resina líquida, de modo que a superfície da resina líquida endurece, formando o filme digitalizado da seção transversal da peça. Depois de curar uma camada, cubra a camada recém -formada com outra camada de resina líquida e continue digitalizando para endurecer e combine -a com a seção transversal da parte previamente rejeitada. Isso acontece para a frente e para trás, uma camada por uma camada para imprimir uma parte tridimensional completa.
Taisin Isl1100, adaptado à luz leve, ISL1100
A estereolitografia (SLA) é uma tecnologia de impressão 3D de alta e alta precisão. Os detalhes são impressos usando um laser UV e um fotopolímero líquido, curado pela radiação UV-"fotopolímero". O feixe de laser é controlado para escanear a superfície da resina líquida, de modo que a superfície da resina líquida endurece, formando o filme digitalizado da seção transversal da peça. Depois de curar uma camada, cubra a camada recém -formada com outra camada de resina líquida e continue digitalizando para endurecer e combine -a com a seção transversal da parte previamente rejeitada. Isso acontece para a frente e para trás, uma camada por uma camada para imprimir uma parte tridimensional completa.
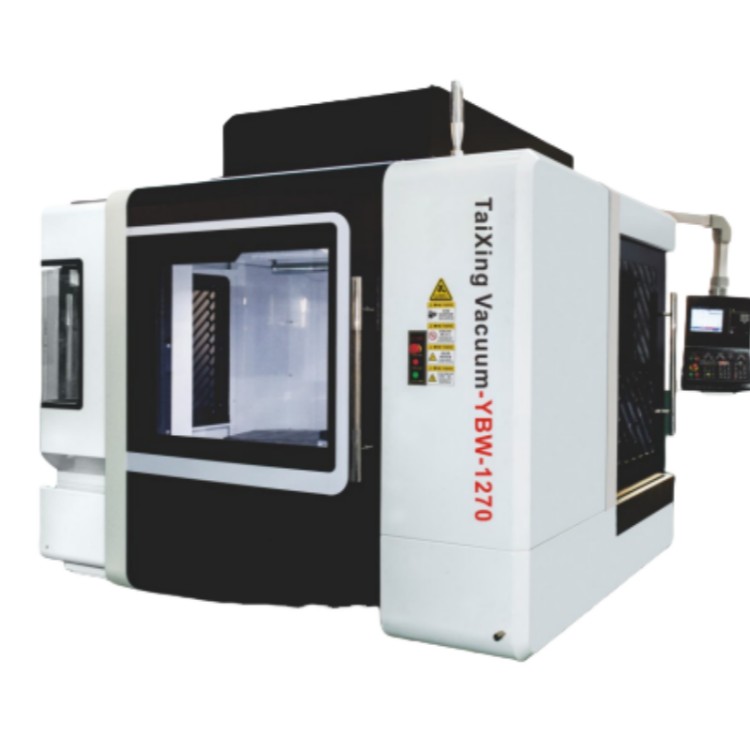
Centro de processamento horizontal de Taisin YBM-1270
O centro de processamento horizontal é uma máquina CNC de alto desempenho e alta precisão com um arranjo de fuso horizontal, adequado para processar peças complexas e produção serial. A máquina está equipada com uma função de conexão multi -axial e uma ferramenta automática para alterar a ferramenta, o que permite o processamento de várias superfícies e superfícies curvas complexas em um grampo, reduzindo a quantidade de tempo de grampo e erros de processamento. Os centros de processamento horizontal geralmente são usados para processar em branco pesados eficientemente e ter um bom desempenho da remoção de chips. Eles são adequados para aeroespacial, indústria automotiva, engenharia mecânica, grandes formas e outras áreas. Devido à alta rigidez, excelente estabilidade de processamento e às oportunidades eficazes de processamento, é amplamente utilizada nas indústrias, onde são necessários alto desempenho e precisão.
Taisin Metal 3D Impressora SLM280
O derretimento seletivo a laser de metais (SLM) é uma tecnologia de impressão 3D na qual o pó de metal é usado para impressão direta de peças de metal. Ao imprimir, o raspador aplica uma camada de pó de metal à placa de suporte do cilindro de moldagem, e o feixe de laser derrete seletivamente o pó de acordo com o perfil da seção transversal de cada camada da peça para processar a camada atual. Depois que a sinterização de uma camada é concluída, o sistema de elevação reduz a altura de uma camada de seção transversal. O vídeo para a distribuição do pó distribui outra camada de metal em pó na camada formada da seção transversal e pecou a próxima camada. Esta é a camada pela camada. Até que toda a parte esteja de certa forma. Todo o processo de moldagem é realizado em uma câmara tecnológica, aspirada ou cheia de gás protetor para evitar a reação de metal com outros gases a altas temperaturas.
Taisin vertical cnc txlc-500 cnc
Uma máquina de tokure verticalmente (WTL) é um dos tipos mais tradicionais de máquinas -ferramentas. Eles são ideais para o processamento pesado de peças médias e grandes. À medida que a tecnologia se desenvolve, as máquinas de torneamento vertical se tornam mais universais. Nossas máquinas de viragem vertical aumentam o desempenho devido ao processamento estável de espaços em branco com paredes finas e preparativos à prova de trabalho. A base e a coluna do tipo de caixa formam uma estrutura altamente confiável e rígida. O casco do eixo com a estrutura do flange minimiza o efeito da deformação e vibração térmica, fornecendo corte estável e preciso.
Centro de processamento vertical de alta precisão Taisin com CNC VMC TXP-1890
As máquinas de uma série de centros de processamento vertical são baseados no processamento rápido e rígido como um ponto de partida básico de design, garantindo a produção em massa, a precisão do processamento e a eficiência do processamento de peças. A combinação modular de funções de descarga altamente eficaz, ração rápida e eixo de alta velocidade pode satisfazer a escolha individual de várias necessidades dos clientes no processamento; Todos os componentes -chave que afetam a qualidade de toda a máquina são importados de componentes de alta qualidade;
Taisin Light-Adtive 3D Impressora SLA450
A estereolitografia (SLA) é uma tecnologia de impressão 3D de alta e alta precisão. Os detalhes são impressos usando um laser UV e um fotopolímero líquido, curado pela radiação UV-"fotopolímero". O feixe de laser é controlado para escanear a superfície da resina líquida, de modo que a superfície da resina líquida endurece, formando o filme digitalizado da seção transversal da peça. Depois de curar uma camada, cubra a camada recém -formada com outra camada de resina líquida e continue digitalizando para endurecer e combine -a com a seção transversal da parte previamente rejeitada. Isso acontece para a frente e para trás, uma camada por uma camada para imprimir uma parte tridimensional completa.
Taisin Metal 3D Impressora SLM160
O derretimento seletivo a laser de metais (SLM) é uma tecnologia de impressão 3D na qual o pó de metal é usado para impressão direta de peças de metal. Ao imprimir, o raspador aplica uma camada de pó de metal à placa de suporte do cilindro de moldagem, e o feixe de laser derrete seletivamente o pó de acordo com o perfil da seção transversal de cada camada da peça para processar a camada atual. Depois que a sinterização de uma camada é concluída, o sistema de elevação reduz a altura de uma camada de seção transversal. O vídeo para a distribuição do pó distribui outra camada de metal em pó na camada formada da seção transversal e pecou a próxima camada. Esta é a camada pela camada. Até que toda a parte esteja de certa forma. Todo o processo de moldagem é realizado em uma câmara tecnológica, aspirada ou cheia de gás protetor para evitar a reação de metal com outros gases a altas temperaturas.
Taisin Metal 3D Impressora ISLM800QN
O derretimento seletivo a laser de metais (SLM) é uma tecnologia de impressão 3D na qual o pó de metal é usado para impressão direta de peças de metal. Ao imprimir, o raspador aplica uma camada de pó de metal à placa de suporte do cilindro de formação, e o feixe de laser derrete seletivamente o pó de acordo com a seção transversal de cada camada da peça para processar a camada atual. Depois que a sinterização de uma camada é concluída, o sistema de elevação reduz a altura de uma camada de seção transversal. O vídeo para a distribuição do pó distribui outra camada de metal em pó na camada formada da seção transversal e pecou a próxima camada. Esta é a camada pela camada. Até que toda a parte esteja de certa forma. Todo o processo de moldagem é realizado em uma câmara tecnológica, aspirada ou cheia de gás protetor para evitar a reação de metal com outros gases a altas temperaturas.
Taisin Portal Processing Center YBM-2015
O Centro de Processamento do Portal é um equipamento de processamento CNC de alto desempenho de alto tamanho grande, especialmente projetado para o processamento de precisão de espaços em branco grandes e complexos. Seu design usa um quadro de portal, que possui alta rigidez e estabilidade, fornece uma conexão multi -axial, possui uma ampla faixa de processamento e é adequada para cortar vários contornos complexos. O equipamento está equipado com um eixo poderoso e um sistema de guia de alta precisão, que atende aos requisitos de alta velocidade e processamento de alta precisão. Os centros de processamento portal são amplamente utilizados em aeroespacial, construção naval, energia, engenharia pesada, produção de formulários de imprensa e outras indústrias. Eles são especialmente adequados para processar peças grandes, superfícies curvas complexas e formas de alta precisão.
Taisin Light adotou a impressora 3D SLA1300D
A estereolitografia (SLA) é uma tecnologia de impressão 3D de alta e alta precisão. Os detalhes são impressos usando um laser UV e um fotopolímero líquido, curado pela radiação UV-"fotopolímero". O feixe de laser é controlado para escanear a superfície da resina líquida, de modo que a superfície da resina líquida endurece, formando o filme digitalizado da seção transversal da peça. Depois de curar uma camada, cubra a camada recém -formada com outra camada de resina líquida e continue digitalizando para endurecer e combine -a com a seção transversal da parte previamente rejeitada. Isso acontece para a frente e para trás, uma camada por uma camada para imprimir uma parte tridimensional completa.

Taisin Impressora 3D adotada leve SLA6036
A estereolitografia (SLA) é uma tecnologia de impressão 3D de alta e alta precisão. Os detalhes são impressos usando um laser UV e um fotopolímero líquido, curado pela radiação UV-"fotopolímero". O feixe de laser é controlado para escanear a superfície da resina líquida, de modo que a superfície da resina líquida endurece, formando o filme digitalizado da seção transversal da peça. Depois de curar uma camada, cubra a camada recém -formada com outra camada de resina líquida e continue digitalizando para endurecer e combine -a com a seção transversal da parte previamente rejeitada. Isso acontece para a frente e para trás, uma camada por uma camada para imprimir uma parte tridimensional completa.

Taisin Drilling e Machine de corte roscado com CNC TXT-700
Os centros de fios de perfuração e corte são projetados para serem simples e eficazes, idealmente adequados para processos de processamento precisos, rápidos e repetidos. Um design especial para fios de perfuração e corte fornece eficiência máxima e velocidade de corte da rosca e também permite perfurar mais materiais sólidos. As máquinas CNC de perfuração são ideais para processamento de peças com vários orifícios, orifícios profundos ou furos roscados.
Por favor, deixe -nos uma mensagem
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese