






Produtos





-

Taisin Drilling e Machine de corte roscado com CNC TXT-700
-

Taisin Metal 3D Impressora ISLM800QN
-
Taisin Light adotou a impressora 3D SLA660LITE
-

Taisin Metal 3D Impressora Iden160
-

Taisin Light-Adoptive 3D Impressora SLA500
-

Taisin Light adotou a impressora 3D SLA660
-
Centro de processamento horizontal de Taisin YBM-1270
-

Taisin Light-Adtive 3D Printer Sla550Lite
-

Taisin Light-Adoptive 3D Impressora SLA800
-
Taisin Light adotou a impressora 3D SLA1300D
-

Taisin Light-Adtive 3D Impressora SLA200
-

Taisin Light-Adoptive 3D Impressora SLA300
-

Taisin vertical cnc txlc-500 cnc
-
Taisin Light-Adtive 3D Impressora SLA550EX
-
Taisin Metal 3D Impressora ISLM600QN
-

Máquina de moldagem de trilho de três fios Taisin de alta rigidez TX-6027



{kind=link}
{kind=link}
{kind=link}
Taisin Light-Adtive 3D Impressora SLA880
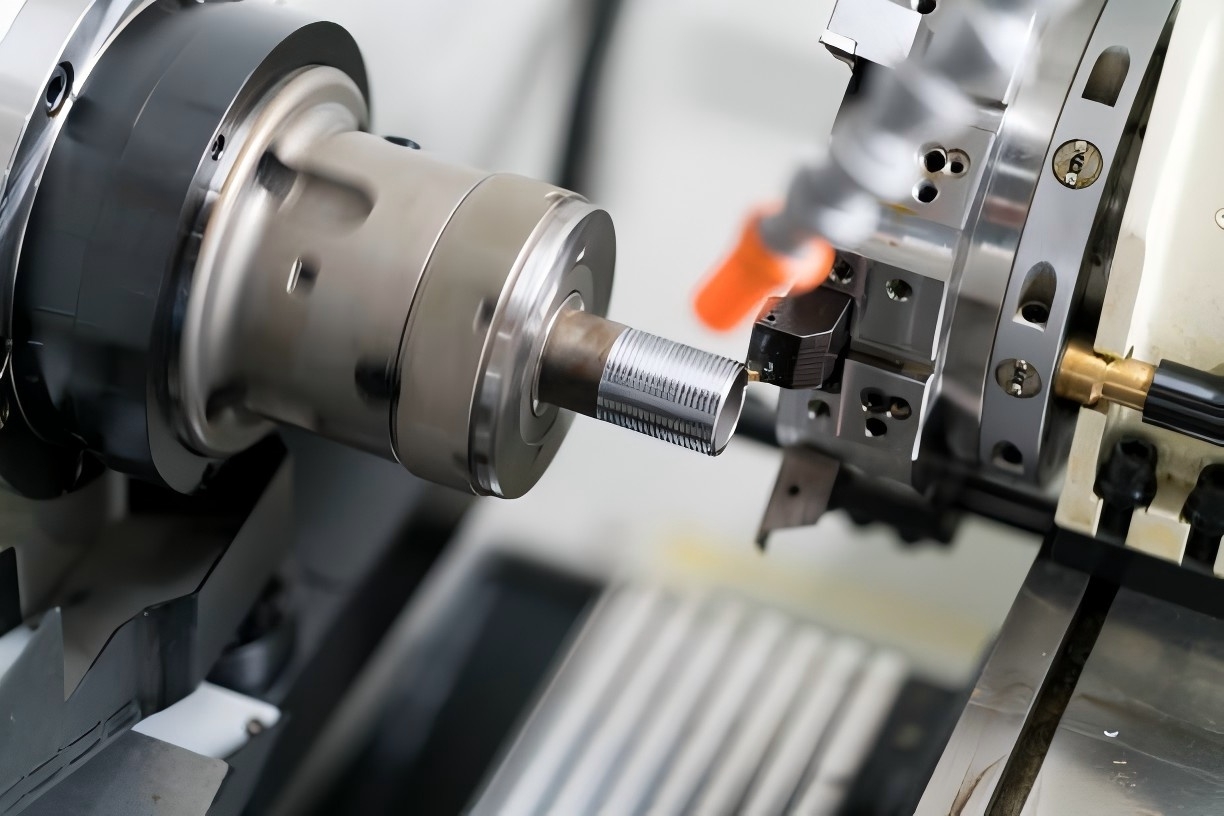
A estereolitografia (SLA) é uma tecnologia de impressão 3D de alta e alta precisão. Os detalhes são impressos usando um laser UV e um fotopolímero líquido, curado pela radiação UV-"fotopolímero". O feixe de laser é controlado para escanear a superfície da resina líquida, de modo que a superfície da resina líquida endurece, formando o filme digitalizado da seção transversal da peça. Depois de curar uma camada, cubra a camada recém -formada com outra camada de resina líquida e continue digitalizando para endurecer e combine -a com a seção transversal da parte previamente rejeitada. Isso acontece para a frente e para trás, uma camada por uma camada para imprimir uma parte tridimensional completa.
Descrição
marcador
Introdução do produto
A estereolitografia (SLA) é uma tecnologia de impressão 3D de alta e alta precisão. Os detalhes são impressos usando um laser UV e um fotopolímero líquido, curado pela radiação UV-"fotopolímero". O feixe de laser é controlado para escanear a superfície da resina líquida, de modo que a superfície da resina líquida endurece, formando o filme digitalizado da seção transversal da peça. Depois de curar uma camada, cubra a camada recém -formada com outra camada de resina líquida e continue digitalizando para endurecer e combine -a com a seção transversal da parte previamente rejeitada. Isso acontece para a frente e para trás, uma camada por uma camada para imprimir uma parte tridimensional completa.
Detalhes sobre o produto
Peças moldadas com os detalhes mais altos e a qualidade da superfície lisa
Precisão de até 0,05 mm para a fabricação de protótipos de precisão.
Os detalhes podem ser feitos em questão de minutos ou horas, dependendo do tamanho e da complexidade da peça.
A possibilidade de fabricar várias peças e nós compostos.
Os materiais smolish diferem em força, detalhe, cor, transparência e resistência ao calor.



Especificação de material de lubrificante de Isla880
| Categoria | Especificação |
| Sistema a laser | Lazer Tipo: Solid -State Laser com bomba de diodo (nd: yvo₄) Comprimento da onda: 354,7 nm Lazer Power: 1000/2000/3000 MW |
| Sistema de re -co -revestimento | Método de revestimento: revestimento de adsorção posicional intelectual do vacuum. Espessura normal da camada: 0,1 mm. A espessura da camada de produção rápida: 0,1-0,15 mm. A espessura da camada de produção de precisão: 0,05-0,1 mm. |
| Sistema de varredura óptica | O diâmetro do ponto (@1/E²): 0,10-0,16 mm (normal), 0,10-0,50 mm (escala dinâmica) Galvanômetro de digitalização: galvanômetro de varredura alta de velocidade Velocidade de varredura de peça: 6,0 m/s (recomendado) Velocidade do salto da parte: 10,0 m /s (recomendado) |
| A velocidade de referência da produção | 90 ~ 220 g/h |
| Sistema de elevação | Precisão de posicionamento repetida: ± 0,01 mm. Motor de elevação: Cervical de alta precisão. Plataforma de referência: plataforma de referência de mármore. |
| Tanque de resina | Volume padrão: cerca de 345 litros a 400 mm (z) Plataforma de produção XY: 800 mm (x) × 800 mm (y) Eixo z: 400 mm (padrão) / ≤550 mm (por ordem individual) Peso máximo: 100 kg a 400 mm (z) Método de aquecimento Smol: aquecido com ar quente |
| Resina fotossensível | ZR680 (branco saturado), ZR710 (branco forte), ZR820 (alta transparência), Realabs (amarelo persistente), Redwood (Yoma vermelho) |
| Software de gerenciamento | Tipo de rede: Ethernet, TCP/IP, IEEE802.3 Software de gerenciamento: ISLA (Zero 5.0) Software de produção Software de processamento de dados: 3dlayer Interface de dados: arquivo CLI, arquivo SLC, arquivo STL |
| Condições de instalação | Fonte de alimentação: 200–240 V AC, 50/60 Hz, fase única, 5/10 A. Temperatura ambiental: 20–26 ° C. Umidade relativa: menos de 40 %, sem congelamento. As dimensões do dispositivo: 1,50 m (largura) × 1,40 m (profundidade). ) × 2,20 m (altura) (sem rack de computador) Peso do equipamento: cerca de 1000 kg |
| Período de garantia | Laser: 5000 horas ou 12 meses (dependendo do que virá mais cedo). Montagem do carro: 12 meses a partir da data da instalação. |
Contate-nos
Produtos populares relacionados
Taisin Light-Adoptive 3D Impressora SLA800
A estereolitografia (SLA) é uma tecnologia de impressão 3D de alta e alta precisão. Os detalhes são impressos usando um laser UV e um fotopolímero líquido, curado pela radiação UV-"fotopolímero". O feixe de laser é controlado para escanear a superfície da resina líquida, de modo que a superfície da resina líquida endurece, formando o filme digitalizado da seção transversal da peça. Depois de curar uma camada, cubra a camada recém -formada com outra camada de resina líquida e continue digitalizando para endurecer e combine -a com a seção transversal da parte previamente rejeitada. Isso acontece para a frente e para trás, uma camada por uma camada para imprimir uma parte tridimensional completa.

Centro de processamento de alta velocidade e alta precisão Taisin para processamento de peças TX-V8
Um centro de processamento de alta velocidade e alta precisão para peças é um equipamento de processamento CNC, que combina as funções de moagem, perfuração, escultura, chato e outros. É especialmente projetado para produção de alta precisão e alta velocidade. Seu núcleo possui um design de alta rigidez e um eixo de alta velocidade equipado com guias lineares de precisão e parafusos de bola para garantir estabilidade e precisão durante o processamento. O centro de processamento está equipado com um sistema de mudança rápida e um projeto eficaz da remoção de chips, o que aumenta significativamente a eficiência do processamento e o nível de automação da produção. É amplamente utilizado na indústria aeroespacial, detalhes de automóveis, ferramentas de precisão, produção de formulários de imprensa e outras áreas e é adequado para processar formas complexas e peças de alta precisão com alta demanda.
Taisin Metal 3D Impressora ISLM420DN
O derretimento seletivo a laser de metais (SLM) é uma tecnologia de impressão 3D na qual o pó de metal é usado para impressão direta de peças de metal. Ao imprimir, o raspador aplica uma camada de pó de metal à placa de suporte do cilindro de moldagem, e o feixe de laser derrete seletivamente o pó de acordo com o perfil da seção transversal de cada camada da peça para processar a camada atual. Depois que a sinterização de uma camada é concluída, o sistema de elevação reduz a altura de uma camada de seção transversal. O vídeo para a distribuição do pó distribui outra camada de metal em pó na camada formada da seção transversal e pecou a próxima camada. Esta é a camada pela camada. Até que toda a parte esteja de certa forma. Todo o processo de moldagem é realizado em uma câmara tecnológica, aspirada ou cheia de gás protetor para evitar a reação de metal com outros gases a altas temperaturas.

Taisin Light-Adtive 3D Impressora SLA1600D
A estereolitografia (SLA) é uma tecnologia de impressão 3D de alta e alta precisão. Os detalhes são impressos usando um laser UV e um fotopolímero líquido, curado pela radiação UV-"fotopolímero". O feixe de laser é controlado para escanear a superfície da resina líquida, de modo que a superfície da resina líquida endurece, formando o filme digitalizado da seção transversal da peça. Depois de curar uma camada, cubra a camada recém -formada com outra camada de resina líquida e continue digitalizando para endurecer e combine -a com a seção transversal da parte previamente rejeitada. Isso acontece para a frente e para trás, uma camada por uma camada para imprimir uma parte tridimensional completa.

Taisin Centro de processamento de cinco eixos de alta velocidade TX-UC400
Um centro de processamento de eixo pyato de alta velocidade é uma máquina CNC moderna, que pode controlar simultaneamente o movimento de vários eixos ao girar em alta velocidade e é adequado para processar superfícies curvas complexas e peças de alta precisão. É amplamente utilizado na indústria aeroespacial, automotiva, processamento de formulários de imprensa, instrumentação de precisão e outras indústrias. Ele pode realizar processamento multifacetado em uma pinça, reduzir vários erros de preparação de peças de trabalho, além de aumentar a eficiência da produção e a precisão do processamento. Este equipamento possui poderosos recursos de processamento flexível e é especialmente adequado para processar superfícies curvas tridimensionais complexas e peças de alta precisão, o que aumenta significativamente a automação da produção e a qualidade do produto.

Taisin Metal 3D Impressora SLM160
O derretimento seletivo a laser de metais (SLM) é uma tecnologia de impressão 3D na qual o pó de metal é usado para impressão direta de peças de metal. Ao imprimir, o raspador aplica uma camada de pó de metal à placa de suporte do cilindro de moldagem, e o feixe de laser derrete seletivamente o pó de acordo com o perfil da seção transversal de cada camada da peça para processar a camada atual. Depois que a sinterização de uma camada é concluída, o sistema de elevação reduz a altura de uma camada de seção transversal. O vídeo para a distribuição do pó distribui outra camada de metal em pó na camada formada da seção transversal e pecou a próxima camada. Esta é a camada pela camada. Até que toda a parte esteja de certa forma. Todo o processo de moldagem é realizado em uma câmara tecnológica, aspirada ou cheia de gás protetor para evitar a reação de metal com outros gases a altas temperaturas.

Taisin Light-Adtive 3D Impressora SLA450
A estereolitografia (SLA) é uma tecnologia de impressão 3D de alta e alta precisão. Os detalhes são impressos usando um laser UV e um fotopolímero líquido, curado pela radiação UV-"fotopolímero". O feixe de laser é controlado para escanear a superfície da resina líquida, de modo que a superfície da resina líquida endurece, formando o filme digitalizado da seção transversal da peça. Depois de curar uma camada, cubra a camada recém -formada com outra camada de resina líquida e continue digitalizando para endurecer e combine -a com a seção transversal da parte previamente rejeitada. Isso acontece para a frente e para trás, uma camada por uma camada para imprimir uma parte tridimensional completa.

Taisin Portal Processing Center com CNC TXM-9038
Um processamento vertical de duas colunas se adapta às características das máquinas tradicionais de duas colunas com alta rigidez, uma estrutura simétrica e alta estabilidade. Através da análise dos elementos, a estrutura dos principais componentes é otimizada, as características dinâmicas do produto são aprimoradas e é alcançada a combinação perfeita de alta potência, alta torque, alta eficiência e processamento de alta precisão. É adequado para setores de grande escala de processamento pesado, como construção naval, metalurgia e petroquímica.
Taisin Light-Adtive 3D Impressora SLA200
A estereolitografia (SLA) é uma tecnologia de impressão 3D de alta e alta precisão. Os detalhes são impressos usando um laser UV e um fotopolímero líquido, curado pela radiação UV-"fotopolímero". O feixe de laser é controlado para escanear a superfície da resina líquida, de modo que a superfície da resina líquida endurece, formando o filme digitalizado da seção transversal da peça. Depois de curar uma camada, cubra a camada recém -formada com outra camada de resina líquida e continue digitalizando para endurecer e combine -a com a seção transversal da parte previamente rejeitada. Isso acontece para a frente e para trás, uma camada por uma camada para imprimir uma parte tridimensional completa.

Centro de processamento CNC para usinagem TXMT-21042
Uma máquina de cinco eixos é um moderno equipamento de processamento CNC com cinco eixos em movimento independente que podem ser controlados com precisão nas direções x, y, z, a e b para obter processamento eficaz e de alta precisão de peças complexas. A máquina adiciona dois eixos de rotação (geralmente o eixo A e o eixo B), o que permite que a ferramenta se aproxime da peça de trabalho em qualquer ângulo, o que aumenta significativamente a flexibilidade e a eficiência do processamento. As principais vantagens das máquinas de cinco eixos: alta eficiência, alta precisão, um aumento da vida útil do serviço, adequado para peças complexas.

Taisin Metal 3D Impressora ISLM500D
O derretimento seletivo a laser de metais (SLM) é uma tecnologia de impressão 3D na qual o pó de metal é usado para impressão direta de peças de metal. Ao imprimir, o raspador aplica uma camada de pó de metal à placa de suporte do cilindro de moldagem, e o feixe de laser derrete seletivamente o pó de acordo com o perfil da seção transversal de cada camada da peça para processar a camada atual. Depois que a sinterização de uma camada é concluída, o sistema de elevação reduz a altura de uma camada de seção transversal. O vídeo para a distribuição do pó distribui outra camada de metal em pó na camada formada da seção transversal e pecou a próxima camada. Esta é a camada pela camada. Até que toda a parte esteja de certa forma. Todo o processo de moldagem é realizado em uma câmara tecnológica, aspirada ou cheia de gás protetor para evitar a reação de metal com outros gases a altas temperaturas.

Taisin Portal Processing Center YBM-2015
O Centro de Processamento do Portal é um equipamento de processamento CNC de alto desempenho de alto tamanho grande, especialmente projetado para o processamento de precisão de espaços em branco grandes e complexos. Seu design usa um quadro de portal, que possui alta rigidez e estabilidade, fornece uma conexão multi -axial, possui uma ampla faixa de processamento e é adequada para cortar vários contornos complexos. O equipamento está equipado com um eixo poderoso e um sistema de guia de alta precisão, que atende aos requisitos de alta velocidade e processamento de alta precisão. Os centros de processamento portal são amplamente utilizados em aeroespacial, construção naval, energia, engenharia pesada, produção de formulários de imprensa e outras indústrias. Eles são especialmente adequados para processar peças grandes, superfícies curvas complexas e formas de alta precisão.

Taisin Metal 3D Impressora ISLM350DN
O derretimento seletivo a laser de metais (SLM) é uma tecnologia de impressão 3D na qual o pó de metal é usado para impressão direta de peças de metal. Ao imprimir, o raspador aplica uma camada de pó de metal à placa de suporte do cilindro de moldagem, e o feixe de laser derrete seletivamente o pó de acordo com o perfil da seção transversal de cada camada da peça para processar a camada atual. Depois que a sinterização de uma camada é concluída, o sistema de elevação reduz a altura de uma camada de seção transversal. O vídeo para a distribuição do pó distribui outra camada de metal em pó na camada formada da seção transversal e pecou a próxima camada. Esta é a camada pela camada. Até que toda a parte esteja de certa forma. Todo o processo de moldagem é realizado em uma câmara tecnológica, aspirada ou cheia de gás protetor para evitar a reação de metal com outros gases a altas temperaturas.

Taisin Gravity-Milling Machine EMC-650
A máquina de moagem por gravidade é um equipamento CNC que combina as funções de gravura e moagem. É especialmente projetado para o processamento de alta precisão de peças pequenas. It has a high-speed spindle and a high stiffness body, capable of performing accurate processing of complex contours, suitable for processing various metal and non-metallic materials, such as steel, aluminum alloy, copper, plastic, etc. Gravity and milling machines are widely used in the manufacture of press forms, prezizy processing of details, advertising prizes and bushes Production due to their high speed, high accuracy and good surface quality. É caracterizado por alta precisão de processamento, alta velocidade e uma ampla faixa de processamento. É especialmente adequado para cenas que requerem gravação fina e moagem leve.

Taisin Isl1100, adaptado à luz leve, ISL1100
A estereolitografia (SLA) é uma tecnologia de impressão 3D de alta e alta precisão. Os detalhes são impressos usando um laser UV e um fotopolímero líquido, curado pela radiação UV-"fotopolímero". O feixe de laser é controlado para escanear a superfície da resina líquida, de modo que a superfície da resina líquida endurece, formando o filme digitalizado da seção transversal da peça. Depois de curar uma camada, cubra a camada recém -formada com outra camada de resina líquida e continue digitalizando para endurecer e combine -a com a seção transversal da parte previamente rejeitada. Isso acontece para a frente e para trás, uma camada por uma camada para imprimir uma parte tridimensional completa.
Taisin Light-Adtive 3D Printer Sla550Lite
A estereolitografia (SLA) é uma tecnologia de impressão 3D de alta e alta precisão. Os detalhes são impressos usando um laser UV e um fotopolímero líquido, curado pela radiação UV-"fotopolímero". O feixe de laser é controlado para escanear a superfície da resina líquida, de modo que a superfície da resina líquida endurece, formando o filme digitalizado da seção transversal da peça. Depois de curar uma camada, cubra a camada recém -formada com outra camada de resina líquida e continue digitalizando para endurecer e combine -a com a seção transversal da parte previamente rejeitada. Isso acontece para a frente e para trás, uma camada por uma camada para imprimir uma parte tridimensional completa.
Por favor, deixe -nos uma mensagem
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese