






Produkt





-

Taisin Light-Adoptive 3D-skrivare SLA500
-
Taisin Metal 3D -skrivare SLM280
-

Taisin Light-Adoptive 3D-skrivare SLA450
-

Taisin Portal Processing Center YBM-2015
-

Taisin Light-Adoptive 3D-skrivare SLA1600D
-

Taisin Metal 3D -skrivare SLM160
-
Taisin horisontellt processcenter YBM-1270
-

Taisin Light-Adoptive 3D-skrivare SLA200
-

Taisin Lättadopt 3D-skrivare SLA660
-

Taisin Metal 3D -skrivare islm350dn
-
Taisin Metal 3D -skrivare islm600qn
-

Taisin-borrning och gängad skärmaskin med CNC TXT-700
-
Taisin Light-Adoptive 3D-skrivare SLA880
-

Taisin Portal Processing Center med CNC TXM-9038
-
Taisin horisontellt bearbetningscenter med CNC High noggrannhet HMC TXHD-630
-

Taisin lättadoptiv 3D-skrivare SLA1900D



{kind=link}
{kind=link}
{kind=link}
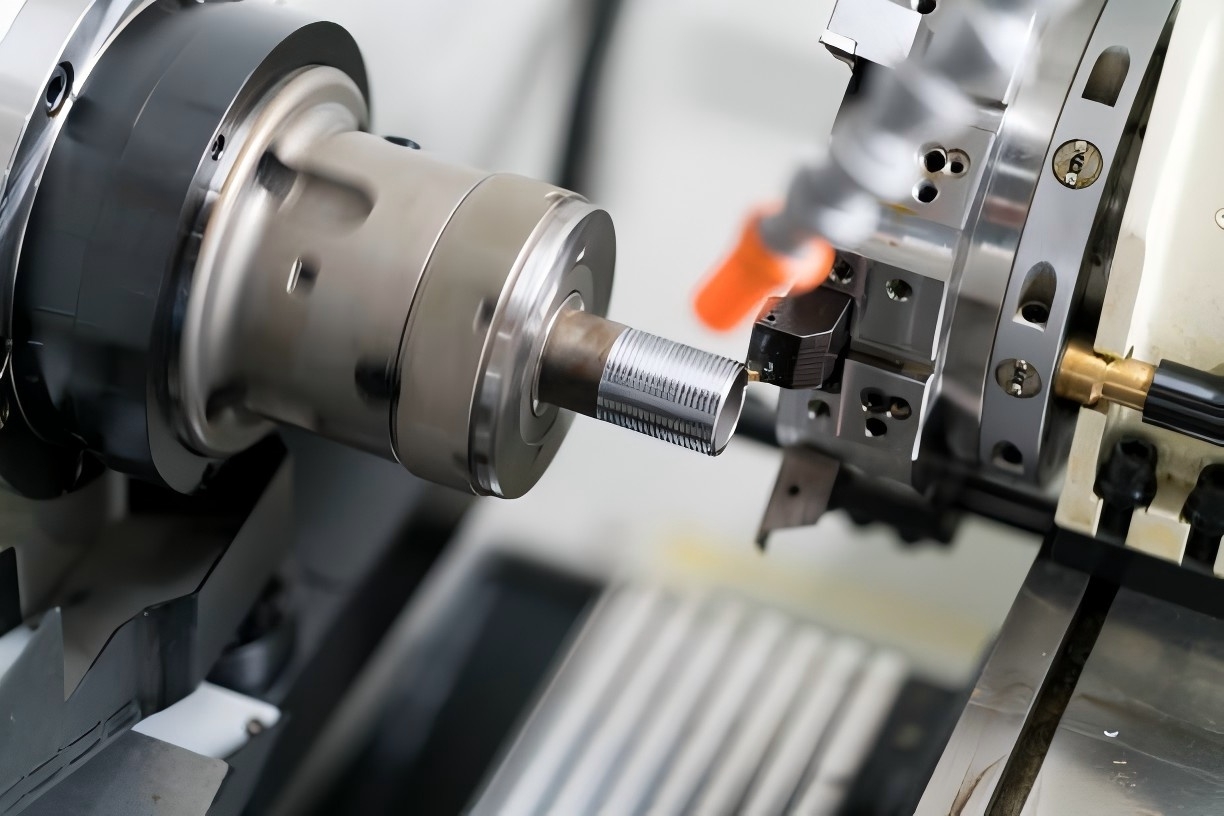
Taisin höghastighets fem-axlig bearbetningscenter TX-UC400
Ett höghastighetspyato -axbehandlingscenter är en modern CNC -maskin, som samtidigt kan kontrollera rörelsen för flera axlar när den roterar med hög hastighet och är lämplig för bearbetning av komplexa böjda ytor och högprekisionsdelar. Det används allmänt inom flyg-, bilindustrin, bearbetning av pressformer, precisionsinstrumentation och andra branscher. Den kan utföra mångfacetterad bearbetning i en klämma, minska många förberedelser av arbetsstycken samt öka produktionseffektiviteten och bearbetningsnoggrannheten. Denna utrustning har kraftfulla flexibla bearbetningsfunktioner och är särskilt lämplig för bearbetning av komplexa tre -dimensionella böjda ytor och delar med hög exponering, vilket avsevärt ökar produktionsautomation och produktkvalitet.
Beskrivning
markör
Introduktion av produkten
Ett höghastighetspyato -axbehandlingscenter är en modern CNC -maskin, som samtidigt kan kontrollera rörelsen för flera axlar när den roterar med hög hastighet och är lämplig för bearbetning av komplexa böjda ytor och högprekisionsdelar. Det används allmänt inom flyg-, bilindustrin, bearbetning av pressformer, precisionsinstrumentation och andra branscher. Den kan utföra mångfacetterad bearbetning i en klämma, minska många förberedelser av arbetsstycken samt öka produktionseffektiviteten och bearbetningsnoggrannheten. Denna utrustning har kraftfulla flexibla bearbetningsfunktioner och är särskilt lämplig för bearbetning av komplexa tre -dimensionella böjda ytor och delar med hög exponering, vilket avsevärt ökar produktionsautomation och produktkvalitet.
Detaljer om produkten
Detta höghastighetsfem -axelbehandlingscenter har utmärkt styvhet och dynamiska egenskaper, vilket ger korrekt kontroll av verktygsbanan och bearbetningskvalitet under höghastighetsbehandling;
Utrustningen använder ett avancerat CNC -system och en effektiv spindeldrift som stöder driften av en multi -axelanslutning för att säkerställa ytens jämnhet och hög noggrannhet under komplex ytbehandling;
Arbetsbänken har en hög bärbar kapacitet och kan anpassa sig till bearbetning av tomma ämnen i olika storlekar och vikter, och ökar också stabiliteten i bearbetningen genom att minska vibrationer och termisk deformation;
Maskinen har en kompakt design, en rimlig layout och sparar en plats. Det är lämpligt för effektiv bearbetning av komplexa delar och ökande produktionseffektivitet;
Det är utrustat med ett högt hastighetsautomatiskt verktyg för att ändra verktyget i kombination med intellektuell kontroll för att minska driftstopp och en betydande ökning av produktionslinjens totala effektivitet;



De viktigaste tekniska parametrarna
| projekt | enhet | TX-UC400 | TX-UC260 | TX-UT260 |
| Rör sig längs axeln x | mm | 500 | 400 | 600 |
| Rör sig längs y -axeln | mm | 700 | 650 | 400 |
| Rör sig längs axeln z | mm | 350 | 250 | 300 |
| Hastighetshastighet x | M/min | 15 | 15 | 48 |
| Hastigheten på snabb rörelse längs axeln y | M/min | 15 | 15 | 48 |
| Z Jordens snabb rörelse hastighet | M/min | 15 | 15 | 48 |
| Noggrannheten i placeringen av XY/Z -axeln | mm | ± 0,005 | ± 0,008 | ± 0,008 |
| Noggrannheten för ompositionering på axlarna för XY/2 | mm | ± 0,003 | ± 0,005 | ± 0,005 |
| Axel A (lutningsaxel) kurs) | ± 110 | ± 110 | ± 110 | |
| Axelens maximala hastighet a | Varvtal | 60 | 100 | 100 |
| Fixat vridmoment längs axeln a | N.m | 421 | 110 | 110 |
| Positioneringens noggrannhet på axeln a | BÅGE | 6 " | 6* | 6 " |
| Noggrannheten för ompositionering på axeln a | Äng | 4 ° | 4* | 4 " |
| Axel C (roterande axel) kurs) | 360 | 360 ° | 360 | |
| Axelens maximala hastighet | Varvtal | 150 | 200 | 200 |
| Nominellt vridmoment i axeln C | N.m | 203 | 30 | 30 |
| Noggrannheten i placeringen av axeln c | BÅGE | 6 | 6 " | 6 |
| Noggrannheten för ompositionering på axeln c | Äng | 4 | 4 ° | 4 |
| Metoden för att utvärdera bilen på axeln a | gas | gas | Adjö | |
| Avstånd från slutet av spindeln till skrivbordet | 490 | 330 | 400 | |
| Storleken på arbetsbänken (vändbord) | mm | 350 | 260 | 260 |
| Bär rotationsplattform | Kg | 80 | 30 | 30 |
| Tekniska egenskaper hos en modell med en konisk spindelsvans | HSKA63 | Nbt30 | Bt30 | |
| Den maximala spindelhastigheten | Varvtal | 18000 | 30000 | 20 000 |
| Spindelns nominella kraft | Kw | 15 | 7.5 | 5.5 |
| Spindelmoment | N.m | 18 | 6.8 | 11 |
| Maximal vridmoment | N.m | 22 | 10 | 22 |
| Formen på den instrumentella butiken | Klämpspak typ en servoenhet | Typ D är en servoenhet | Komplex service i form av en klämspak | |
| Antalet verktyg i verktygsbutiken | Datorer | 24 | 14 | 24 |
| Verktygsändringstid (T-T) | 5 | 4 | 8 | 1.8 |
| Den maximala verktygslängden | mm | 250 | 200 | 200 |
| Verktygets maximala vikt | Kg | 8 | 4 | 4 |
| Maskinens utseende (längd*bredd*höjd) | mm | 3600x2600x2700 | 2350x2200x2400 | 2350x2000x2750 |
| Bilens vikt | Kg | 6300 | 3000 | 3300 |
| Luftkrav för maskinverktyg | Kg/cm3 | 6 | 6 | 6 |
| Maskinens totala kraft | Kw | 30 | 10 | 15 |



Tekniska egenskaper IDEN160
Lasersystem
Lasersystemtyp Laser Volokoniumlaser
Våglängd 1064 nm
Laserkraft 500 w
re -beläggningssystem
Re -beläggningssystemet för applicering av beläggningen: Skrapan distribuerar pulvret i två riktningar.
Tjockleken på det normala skiktet är 0,03 mm.
Snabbt tjockleken på skiktet 0,03 ~ 0,10 mm.
Tjockleken på precisionsproduktionsskiktet är 0,02 ~ 0,03 mm.
Optiskt skanningssystem
Optisk och skanningsfläck (diameter @ 1/e²) 0,05 ~ 0,15 mm
Skanning av galvanometer skanning
Del skanningshastighet 2,0 m/s (rekommenderas)
Partiell hopphastighet 10,0 m/s (rekommenderas)
Uppskattad produktionshastighet: 1200 tandkronor/24 timmar, 75 tandstöd/24 timmar.
Skyddssystem
SHIELD SYSTEM GASS SKYDD Kväve, argon (aktiva metallmaterial måste skyddas av Argon)
Stream Regulator: Intellektuell justering 0-3 L/min.
Dammkontroll och ett effektivt skyddande gascirkulationssystem
Dammborttagning fjärde borttagningsnivån och dammrengöring
Moms
Standardvolymen för moms är cirka 5 liter.
Produktionsplattform XY 160 mm (x) × 160 mm (Y) (exklusive filéer, etc.)
En axel z 200 mm (inklusive underlagets tjocklek)
Den maximala vikten för delen är 10 kg.
Snabb ersättning av underlagsenheten och demontering utan hål för skruvarna och snabb ersättning av övergångsfacket
Precise Servigator för drivmotorn
Typ av uppvärmning: Precisionsuppvärmning av motståndstrådar
Gjutmaterial: Rent titan, titanlegering, koboltkromlegering, etc.
Förvaltningsprogramvara
Ethernet, TCP/IP, IEEE802.3 Nätverksprogramvara
ISLM 4.0 Kontrollprogramvara, specialprogramvara för tandproduktion
3Dlayer -databehandlingsprogramvara (multi -nivå -behandlingsprogramvara med tre -dimensionellt stöd)
Data CLI -fil, SLC -fil, STL -fil
Installationsförhållanden
Utrustningsförhållanden för strömförsörjning 220 V (± 10 %) växelström, 50/60 Hz, enstaka fas, 16 A.
Miljötemperatur 20-26 ° C
Relativ luftfuktighet är under 40%utan frost.
Utrustningsstorleken är 1,10 m (W) × 1,30 m (g) × 1,85 m (c)
Utrustningsvikten är cirka 1000 kg.
Garantiperiod
En garanti för en laser 5000 timmar eller 12 månader (beroende på vad som kommer tidigare)
Hela maskinens liv är 12 månader från installationens datum.
Kontakta oss
Relaterade populära produkter
Taisin Lättadopt 3D-skrivare SLA660
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.

Taisin Pyatioseva CNC Processing Center for Machining TXMT-21042
En fem -axelmaskin är en modern CNC -bearbetningsutrustning med fem oberoende rörliga axlar som kan styras exakt i riktningar x, y, z, a och b för att uppnå effektiv och högprekissionsbehandling av komplexa delar. Maskinen lägger till två rotationsaxlar (vanligtvis axel A och axel B), vilket gör att verktyget kan närma sig arbetsstycket i valfri vinkel, vilket avsevärt ökar bearbetningens flexibilitet och effektivitet. De viktigaste fördelarna med fem -axelmaskiner: hög effektivitet, hög noggrannhet, en ökad livslängd, lämplig för komplexa delar.
Taisin Light-Adoptive 3D-skrivare SLA500
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.

Taisin höghastighetsborrning och gängad maskin TX-T6
En maskin med hög hastighet för borrning och skärtrådar är en effektiv teknisk utrustning som kombinerar funktionerna för borrning och skärtrådar. Det är speciellt utformat för kraven på hög noggrannhet och höghastighetsbehandling. Denna utrustning använder ett avancerat CNC -system och en höghastighetsspindel, som gör att du kan utföra komplexa borr- och skärtrådar med flera hål på kort tid. Den har egenskaperna för hög stabilitet, hög noggrannhet och betydligt förbättrad produktionseffektivitet och är lämplig för massproduktion och korrekt bearbetning av komplexa delar. Det används ofta inom fordonsindustrin, elektroniska produkter, flyg-, maskinbyggnad och andra industrier och är särskilt lämplig för snabb bearbetning av metall, plast och andra material.

Taisin Light-Adoptive 3D-skrivare SLA800
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Taisin Metal 3D -skrivare ISLM350D
Selektiv lasersmältning av metaller (SLM) är en 3D -tryckteknik där metallpulver används för direkttryck av metalldelar. Vid utskrift applicerar skrapan ett skikt av metallpulver på den gjutningscylinderns stödplatta, och laserstrålen smälter selektivt pulvret i enlighet med den tvärgående sektionsprofilen för varje lager av delen för bearbetning av det aktuella skiktet. När sintringen av ett skikt är avslutat minskar lyftsystemet höjden på ett skiktet tvärsnitt. Videon för distributionen av pulvret distribuerar ytterligare ett lager av metallpulver i det bildade skiktet av tvärsnitt och synder nästa skikt. Detta är skiktet vid skiktet. Tills hela delen är på ett sätt. Hela gjutningsprocessen utförs i en teknisk kammare, dammsugat eller fyllt med skyddande gas för att förhindra metallreaktion med andra gaser vid höga temperaturer.
Taisin ljusadopt 3D-skrivare SLA660Lite
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.

Taisin vertikal CNC TXLC-500 CNC
En vertikalt Tokure -maskin (WTL) är en av de mest traditionella typerna av maskinverktyg. De är idealiska för tung bearbetning av medelstora och stora delar. När tekniken utvecklas blir vertikala svängmaskiner mer universella. Våra vertikala svängningsmaskiner ökar prestandan på grund av stabil bearbetning av tunna väggade tomma och arbetsäkra preparat. Basen och kolumnen i lådans typ bildar en mycket tillförlitlig och styv struktur. Spindelens skrov med flänsstrukturen minimerar effekten av termisk deformation och vibrationer, vilket ger stabil och exakt skärning.

Taisin Processing Center for Drilling and Cutting Threads TXT-800
En serie bearbetningscentra för borrning och skärtrådar används i stor utsträckning för snabb borrning, skärtrådar och fräsning av små delar, såsom elektronik, VVS, bilar, delar och medicinsk utrustning; De är också lämpliga för små former och precisionsbehandling av koppar;
Taisin Metal 3D -skrivare SLM160
Selektiv lasersmältning av metaller (SLM) är en 3D -tryckteknik där metallpulver används för direkttryck av metalldelar. Vid utskrift applicerar skrapan ett skikt av metallpulver på den gjutningscylinderns stödplatta, och laserstrålen smälter selektivt pulvret i enlighet med den tvärgående sektionsprofilen för varje lager av delen för bearbetning av det aktuella skiktet. När sintringen av ett skikt är avslutat minskar lyftsystemet höjden på ett skiktet tvärsnitt. Videon för distributionen av pulvret distribuerar ytterligare ett lager av metallpulver i det bildade skiktet av tvärsnitt och synder nästa skikt. Detta är skiktet vid skiktet. Tills hela delen är på ett sätt. Hela gjutningsprocessen utförs i en teknisk kammare, dammsugat eller fyllt med skyddande gas för att förhindra metallreaktion med andra gaser vid höga temperaturer.
Taisin horisontellt processcenter YBM-1270
Det horisontella bearbetningscentret är en högpresterande CNC -maskin med hög, med ett horisontellt spindelarrangemang, lämpligt för bearbetning av komplexa delar och serieproduktion. Maskinen är utrustad med en multiaxiell anslutningsfunktion och ett automatiskt verktyg för att ändra verktyget, vilket möjliggör bearbetning av flera ytor och komplexa böjda ytor i en klämma, vilket minskar mängden klämtid och bearbetningsfel. Horisontella bearbetningscentra används vanligtvis för att effektivt bearbeta tunga ämnen och har en bra prestanda av chips borttagning. De är lämpliga för flyg-, bilindustrin, maskinteknik, stora former och andra områden. På grund av den höga styvheten, utmärkt bearbetningsstabilitet och effektiva bearbetningsmöjligheter används den allmänt i branscher, där hög prestanda och noggrannhet krävs.

Taisin Metal 3D -skrivare islm800qn
Selektiv lasersmältning av metaller (SLM) är en 3D -tryckteknik där metallpulver används för direkttryck av metalldelar. Vid utskrift applicerar skrapan ett skikt av metallpulver på den formande cylinderns stödplatta, och laserstrålen smälter selektivt pulvret i enlighet med det tvärgående avsnittet för varje lager av delen för bearbetning av det aktuella skiktet. När sintringen av ett skikt är avslutat minskar lyftsystemet höjden på ett skiktet tvärsnitt. Videon för distributionen av pulvret distribuerar ytterligare ett lager av metallpulver i det bildade skiktet av tvärsnitt och synder nästa skikt. Detta är skiktet vid skiktet. Tills hela delen är på ett sätt. Hela gjutningsprocessen utförs i en teknisk kammare, dammsugat eller fyllt med skyddande gas för att förhindra metallreaktion med andra gaser vid höga temperaturer.

Taisin Light-Adoptive 3D-skrivare SLA300
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Taisin Portal Processing Center YBM-2015
Portalbehandlingscentret är ett stort CNC -bearbetningsutrustning med hög prestanda speciellt utformad för precisionsbehandling av stora och komplexa tomma ämnen. Dess design använder en portalram, som har hög styvhet och stabilitet, ger en multiaxiell anslutning, har ett brett bearbetningsområde och är lämpligt för att skära olika komplexa konturer. Utrustningen är utrustad med en kraftfull spindel och ett styrsystem med hög precission, som uppfyller kraven för bearbetning med hög hastighet och högpriosering. Portalbehandlingscentra används allmänt inom flyg-, varvsindustri, energi, tung teknik, produktion av pressformer och andra branscher. De är särskilt lämpliga för bearbetning av stora delar, komplexa krökta ytor och högprestationsformer.
Taisin Portal Processing Center med CNC TXM-9038
En vertikal bearbetning med två kolumner anpassar sig till egenskaperna hos traditionella två -kolumnmaskiner med hög styvhet, en symmetrisk struktur och hög stabilitet. Genom analysen av element är strukturen för huvudkomponenterna optimerade, produktens dynamiska egenskaper förbättras och den perfekta kombinationen av hög effekt, högt vridmoment, hög effektivitet och högprekissionsbehandling uppnås. Det är lämpligt för stora skala sektorer av tung bearbetning, såsom varvsindustri, metallurgi och petrokemi.
Taisin Light-Adoptive 3D-skrivare SLA450
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Lämna oss ett meddelande
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese