






Produkt





-

Taisin lättadoptiv 3D-skrivare SLA550Lite
-
Taisin Metal 3D -skrivare islm420dn
-

Taisin tre-tråds järnvägsgjutmaskin av hög styvhet TX-6027
-
Taisin horisontellt processcenter YBM-1270
-

Taisin vertikal CNC TXLC-500 CNC
-

Taisin Processing Center for Drilling and Cutting Threads TXT-800
-

Taisin Light-Adoptive 3D-skrivare SLA300
-

Taisin höghastighets- och högprecisionsbehandlingscenter för bearbetning av delar TX-V8
-

Taisin Light-Adoptive 3D-skrivare SLA200
-

Taisin Metal 3D -skrivare islm350dn
-

Taisin Light-Adopted 3D-skrivare SLA6036
-

Taisin Light-Adoptive 3D-skrivare SLA1600D
-

Taisin Lättadopt 3D-skrivare SLA660
-
Taisin Metal 3D -skrivare SLM280
-
Taisin ljusadopt 3D-skrivare SLA660Lite
-
Taisin Lättadopt 3D-skrivare SLA1300D



{kind=link}
{kind=link}
{kind=link}
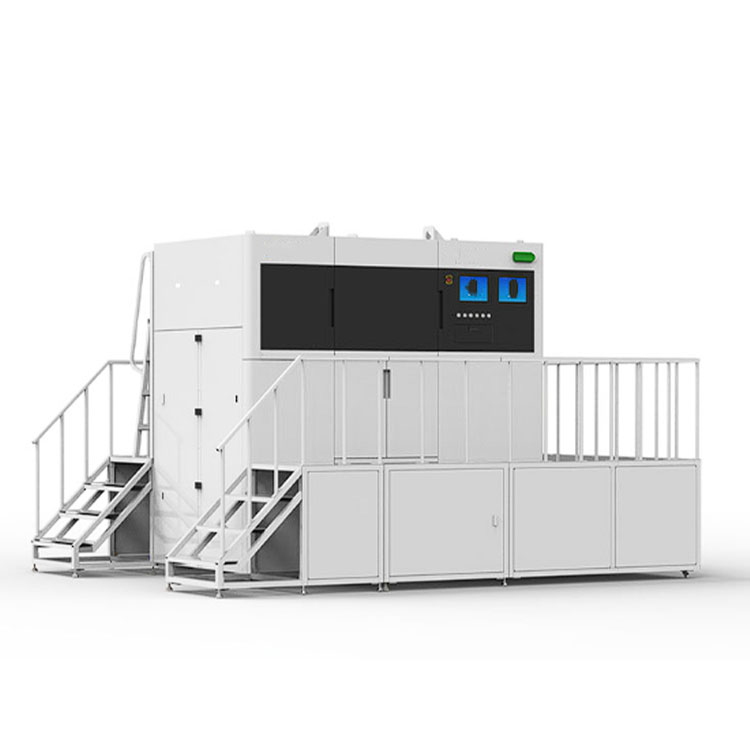
Taisin Light-Adoptive 3D-skrivare SLA800
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Beskrivning
markör
Introduktion av produkten
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Detaljer om produkten
Gjutna delar med högsta detalj och kvaliteten på den släta ytan
Noggrannhet upp till 0,05 mm för tillverkning av precisionsprototyper.
Detaljer kan göras på några minuter eller timmar, beroende på delens storlek och komplexitet.
Möjligheten att tillverka olika delar och sammansatta noder.
Smolish material skiljer sig åt i styrka, detalj, färg, transparens och värmebeständighet.



Tekniska egenskaper ISLA800
| Klassificering | Specifikation |
| Lasersystem | |
| Antalet lasrar | Dubbellaser |
| Lazertyp | Solid -State Laser med diodpumpning (ND: YVO₄) |
| Våglängd | 354,7 nm |
| Laserkraft | 1000/2000/3000 MW |
| re -beläggningssystem | |
| Distributionsmetod | Intellektuell positionering är en vakulär adsorptionsbeläggning |
| Normal skikttjocklek | 0,1 mm |
| Snabbt skapande av skikttjocklek | 0,1 ~ 0,15 mm |
| Precisionstjockleken på produktionslagret | 0,05 ~ 0,1 mm |
| Optiskt skanningssystem | |
| Spot (diameter@1/e²) | 0,10–0,16 mm (normal) 0,10-0,50 mm (dynamisk zoom) |
| Galvanometer | Galvanometer med hög hastighet skanning (dubbel galvanometer) |
| Del skanningshastighet | 6.0 ~ 20,0 m/s (rekommenderas) |
| Partiell hopphastighet | 20,0 ~ 40,0 m/s (rekommenderas) |
| Produktionshastigheten | 150 ~ 450 g/h (Super × 2 | Dubbel galvanometer) |
| Lyftsystem | |
| Upprepa noggrannheten i positionering | ± 0,01 mm |
| Lyftmotor | Livmoderhalscervikal |
| Testplattform | Marmorreferensplattform |
| Hartsbehållare | |
| Volym | Cirka 1170 liter vid 600 mm (Z) |
| Produktionsplattform XY | 1600 mm (x) × 800 mm (y) |
| axel z | 600 mm (standard) / <600 mm (efter individuell ordning) |
| Delens maximala vikt | 150 kg vid 600 mm (Z) |
| Metoden för uppvärmningshartser | Exakt uppvärmning av motståndstrådar |
| Fotokänsligt harts | ZR680 (mättad vit), ZR710 (stark vit), ZR820 (hög transparens), realabs (ihållande gul), redwood (röd yoma) |
| Förvaltningsprogramvara | |
| Nätverkstyp | Ethernet, TCP/IP, IEEE802.3 |
| Förvaltningsprogramvara | Isla (noll 5.0) |
| Databehandlingsprogramvara | 3D -lager |
| Gränssnitt | CLI -filer, SLC -filer, STL -filer |
| Installationsförhållanden | |
| Strömförsörjning | 200 ~ 240 i växlande ström, 50/60 Hz, enstaka fas, 5/17 a |
| Miljötemperatur | 20-26 ° C. |
| Relativ luftfuktighet | Mindre än 40%, utan hoarfrost |
| Storleken på utrustningen | 2,55 m (w) × 1,60 m (d) × 2,35 m (b) (utan datorställ) |
| Utrustningsvikt | Cirka 2500 kg |
| Garantiperiod | |
| Laser | 5000 timmar eller 12 månader (beroende på vad som kommer tidigare) |
| Hela bilen | 12 månader från installationens datum |
Kontakta oss
Relaterade populära produkter
Taisin höghastighets- och högprecisionsbehandlingscenter för bearbetning av delar TX-V8
Ett höghastighets- och högpresidentbehandlingscenter för delar är en CNC -bearbetningsutrustning, som kombinerar funktionerna för fräsning, borrning, snidning, tråkig och andra. Det är speciellt utformat för högprissättning och produktion med hög hastighet. Kärnan har en hög styvhetsdesign och en höghastighetsspindel utrustad med precisionslinjära guider och kulskruvar för att säkerställa stabilitet och noggrannhet under bearbetningen. Bearbetningscentret är utrustat med ett snabbt skiftsystem och en effektiv design av chips -borttagning, vilket avsevärt ökar behandlingseffektiviteten och produktionsnivån. Det används ofta inom flygindustrin, bildetaljer, precisionsverktyg, produktion av pressformer och andra områden och är lämplig för att bearbeta komplexa former och högprecisionsdelar med hög efterfrågan.

Taisin Light-Adoptive 3D-skrivare SLA550
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
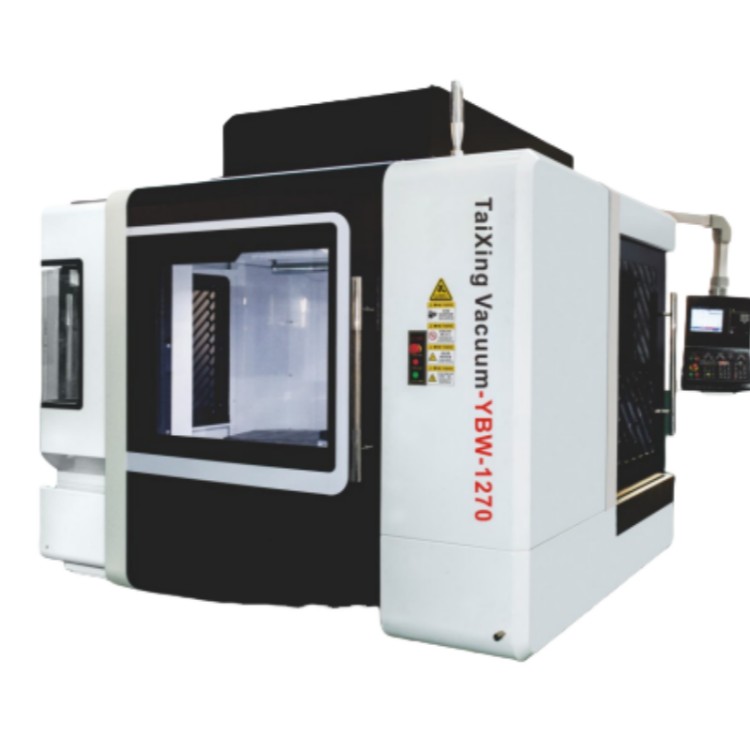
Taisin horisontellt processcenter YBM-1270
Det horisontella bearbetningscentret är en högpresterande CNC -maskin med hög, med ett horisontellt spindelarrangemang, lämpligt för bearbetning av komplexa delar och serieproduktion. Maskinen är utrustad med en multiaxiell anslutningsfunktion och ett automatiskt verktyg för att ändra verktyget, vilket möjliggör bearbetning av flera ytor och komplexa böjda ytor i en klämma, vilket minskar mängden klämtid och bearbetningsfel. Horisontella bearbetningscentra används vanligtvis för att effektivt bearbeta tunga ämnen och har en bra prestanda av chips borttagning. De är lämpliga för flyg-, bilindustrin, maskinteknik, stora former och andra områden. På grund av den höga styvheten, utmärkt bearbetningsstabilitet och effektiva bearbetningsmöjligheter används den allmänt i branscher, där hög prestanda och noggrannhet krävs.
Taisin Processing Center for Drilling and Cutting Threads TXT-800
En serie bearbetningscentra för borrning och skärtrådar används i stor utsträckning för snabb borrning, skärtrådar och fräsning av små delar, såsom elektronik, VVS, bilar, delar och medicinsk utrustning; De är också lämpliga för små former och precisionsbehandling av koppar;
Taisin vertikal CNC TXLC-500 CNC
En vertikalt Tokure -maskin (WTL) är en av de mest traditionella typerna av maskinverktyg. De är idealiska för tung bearbetning av medelstora och stora delar. När tekniken utvecklas blir vertikala svängmaskiner mer universella. Våra vertikala svängningsmaskiner ökar prestandan på grund av stabil bearbetning av tunna väggade tomma och arbetsäkra preparat. Basen och kolumnen i lådans typ bildar en mycket tillförlitlig och styv struktur. Spindelens skrov med flänsstrukturen minimerar effekten av termisk deformation och vibrationer, vilket ger stabil och exakt skärning.
Taisin Light-Adoptive 3D-skrivare SLA550EX
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.

Taisin Light-Adoptive 3D-skrivare SLA500
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Taisin Light-Adoptive 3D-skrivare SLA200
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Taisin ljusadopt 3D-skrivare SLA660Lite
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
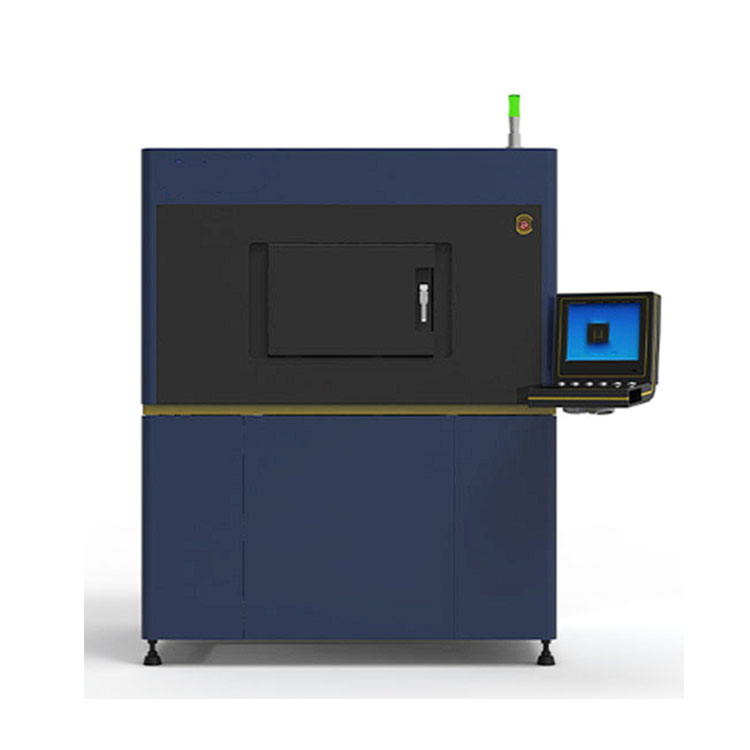
Taisin Metal 3D -skrivare islm600qn
Selektiv lasersmältning av metaller (SLM) är en 3D -tryckteknik där metallpulver används för direkttryck av metalldelar. Vid utskrift applicerar skrapan ett skikt av metallpulver på den formande cylinderns stödplatta, och laserstrålen smälter selektivt pulvret i enlighet med det tvärgående avsnittet för varje lager av delen för bearbetning av det aktuella skiktet. När sintringen av ett skikt är avslutat minskar lyftsystemet höjden på ett skiktet tvärsnitt. Videon för distributionen av pulvret distribuerar ytterligare ett lager av metallpulver i det bildade skiktet av tvärsnitt och synder nästa skikt. Detta är skiktet vid skiktet. Tills hela delen är på ett sätt. Hela gjutningsprocessen utförs i en teknisk kammare, dammsugat eller fyllt med skyddande gas för att förhindra metallreaktion med andra gaser vid höga temperaturer.

Taisin Gravity-Milling Machine EMC-650
Gravity-fräsningsmaskinen är en CNC-utrustning som kombinerar funktionerna för gravering och fräsning. Det är speciellt utformat för bearbetning med hög precission av små delar. Den har en höghastighetsspindel och en hög styvhetskropp, som kan utföra exakt bearbetning av komplexa konturer, lämpliga för bearbetning av olika metall och icke-metalliska material, såsom stål, aluminiumlegering, koppar, plast, etc. gravitation och malningsmaskiner är allmänt använda i tillverkning av pressformer, prezizy-process, detaljer, reklam och busshy-förhållna priser, höghastighet, höghastighet, höghastighet. Det kännetecknas av hög bearbetningsnoggrannhet, hög hastighet och ett brett bearbetningsområde. Det är särskilt lämpligt för scener som kräver tunn gravyr och ljusfräsning.
Taisin Metal 3D -skrivare SLM280
Selektiv lasersmältning av metaller (SLM) är en 3D -tryckteknik där metallpulver används för direkttryck av metalldelar. Vid utskrift applicerar skrapan ett skikt av metallpulver på den gjutningscylinderns stödplatta, och laserstrålen smälter selektivt pulvret i enlighet med den tvärgående sektionsprofilen för varje lager av delen för bearbetning av det aktuella skiktet. När sintringen av ett skikt är avslutat minskar lyftsystemet höjden på ett skiktet tvärsnitt. Videon för distributionen av pulvret distribuerar ytterligare ett lager av metallpulver i det bildade skiktet av tvärsnitt och synder nästa skikt. Detta är skiktet vid skiktet. Tills hela delen är på ett sätt. Hela gjutningsprocessen utförs i en teknisk kammare, dammsugat eller fyllt med skyddande gas för att förhindra metallreaktion med andra gaser vid höga temperaturer.

Taisin höghastighetsborrning och gängad maskin TX-T6
En maskin med hög hastighet för borrning och skärtrådar är en effektiv teknisk utrustning som kombinerar funktionerna för borrning och skärtrådar. Det är speciellt utformat för kraven på hög noggrannhet och höghastighetsbehandling. Denna utrustning använder ett avancerat CNC -system och en höghastighetsspindel, som gör att du kan utföra komplexa borr- och skärtrådar med flera hål på kort tid. Den har egenskaperna för hög stabilitet, hög noggrannhet och betydligt förbättrad produktionseffektivitet och är lämplig för massproduktion och korrekt bearbetning av komplexa delar. Det används ofta inom fordonsindustrin, elektroniska produkter, flyg-, maskinbyggnad och andra industrier och är särskilt lämplig för snabb bearbetning av metall, plast och andra material.
Taisin tre-tråds järnvägsgjutmaskin av hög styvhet TX-6027
En tre-linjes reformeringsmaskin med hög styvhet är en högpresterande maskin speciellt utformad för att bearbeta pressformer och har utmärkt styvhet och stabilitet. Denna modell använder en tre -linjedesign av guiden, som avsevärt ökar maskinens vibrationsbeständighet och bärförmåga, vilket ger stabil och exakta skärprestanda under högprissättning. Speciellt lämpligt för bearbetning av stora, komplexa former och material med hög hårdhet. På grund av den utmärkta noggrannheten och stabiliteten i bearbetningen används den allmänt vid produktion av pressformer i bilar, hushållsapparater, plast, tryck under tryck och andra industrier. Det kan effektivt minska bearbetningstiden och öka produktionseffektiviteten och produktkvaliteten.
Taisin lättadoptiv 3D-skrivare SLA550Lite
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Taisin Metal 3D -skrivare islm350dn
Selektiv lasersmältning av metaller (SLM) är en 3D -tryckteknik där metallpulver används för direkttryck av metalldelar. Vid utskrift applicerar skrapan ett skikt av metallpulver på den gjutningscylinderns stödplatta, och laserstrålen smälter selektivt pulvret i enlighet med den tvärgående sektionsprofilen för varje lager av delen för bearbetning av det aktuella skiktet. När sintringen av ett skikt är avslutat minskar lyftsystemet höjden på ett skiktet tvärsnitt. Videon för distributionen av pulvret distribuerar ytterligare ett lager av metallpulver i det bildade skiktet av tvärsnitt och synder nästa skikt. Detta är skiktet vid skiktet. Tills hela delen är på ett sätt. Hela gjutningsprocessen utförs i en teknisk kammare, dammsugat eller fyllt med skyddande gas för att förhindra metallreaktion med andra gaser vid höga temperaturer.
Lämna oss ett meddelande
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese