






Produkt




-
Taisin horisontellt bearbetningscenter med CNC High noggrannhet HMC TXHD-630
-

Taisin Portal Processing Center med CNC TXM-9038
-
Taisin Lättadopt 3D-skrivare SLA1300D
-

Taisin Light-Adoptive 3D-skrivare SLA300
-

Taisin Light-Adopted 3D-skrivare SLA6036
-

Taisin Light-Adoptive 3D-skrivare SLA800
-

Taisin höghastighetsborrning och gängad maskin TX-T6
-

Taisin vertikal CNC TXLC-500 CNC
-

Taisin Light-Adoptive 3D-skrivare SLA450
-

Taisin Lättadopt 3D-skrivare SLA660
-

Taisin lättadoptiv 3D-skrivare SLA550Lite
-
Taisin Metal 3D -skrivare islm420dn
-
Taisin ljusadopt 3D-skrivare SLA660Lite
-
Taisin Light-Adoptive 3D-skrivare SLA880
-

Taisin Portal Processing Center YBM-2015
-

Taisin Gravity-Milling Machine EMC-650



{kind=link}
{kind=link}
{kind=link}
Taisin Metal 3D -skrivare SLM280
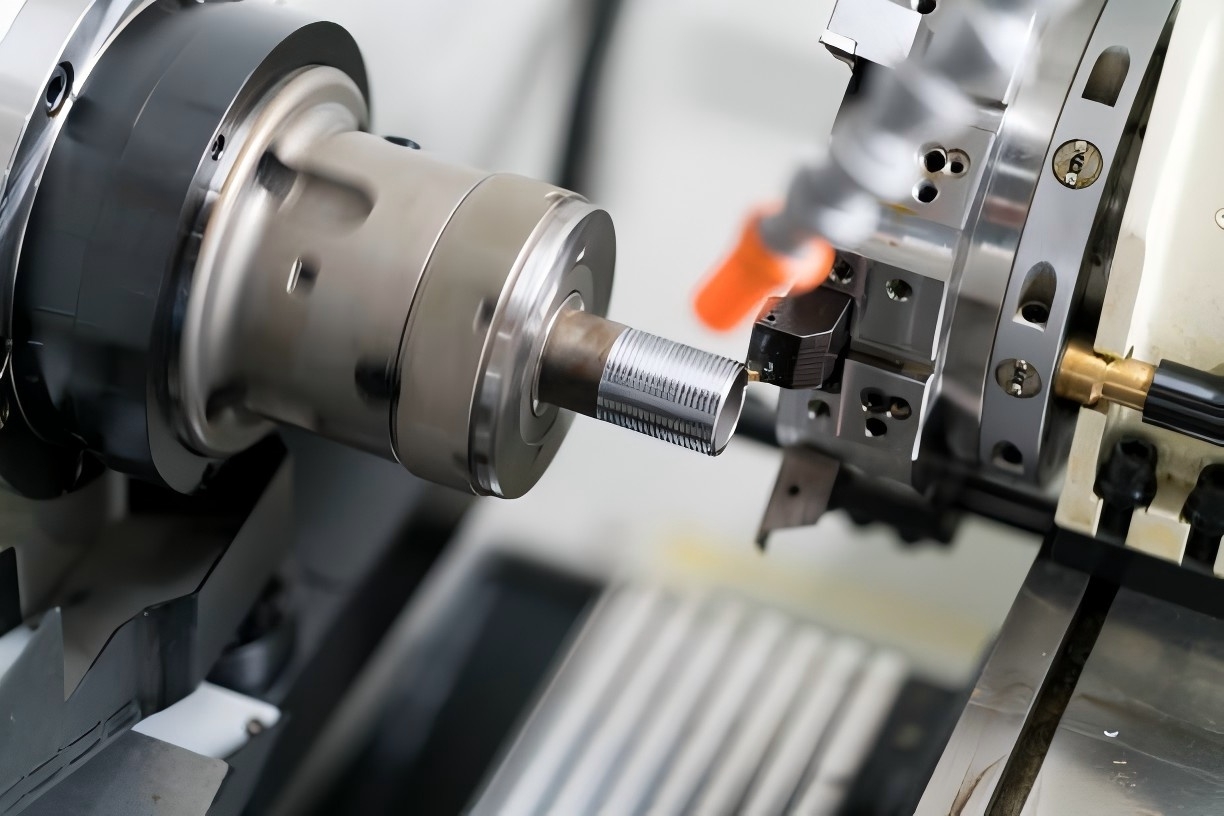
Selektiv lasersmältning av metaller (SLM)-Detta är en 3D -tryckteknik där metallpulver används för direkttryck av metalldelar. Vid utskrift applicerar skrapan ett skikt av metallpulver på den gjutningscylinderns stödplatta, och laserstrålen smälter selektivt pulvret i enlighet med den tvärgående sektionsprofilen för varje lager av delen för bearbetning av det aktuella skiktet. När sintringen av ett skikt är avslutat minskar lyftsystemet höjden på ett skiktet tvärsnitt. Videon för distributionen av pulvret distribuerar ytterligare ett lager av metallpulver i det bildade skiktet av tvärsnitt och synder nästa skikt. Detta är skiktet vid skiktet. Tills hela delen är på ett sätt. Hela gjutningsprocessen utförs i en teknisk kammare, dammsugat eller fyllt med skyddande gas för att förhindra metallreaktion med andra gaser vid höga temperaturer.
Beskrivning
markör
Selektiv lasersmältning av metaller (SLM)-Detta är en 3D -tryckteknik där metallpulver används för direkttryck av metalldelar. Vid utskrift applicerar skrapan ett skikt av metallpulver på den gjutningscylinderns stödplatta, och laserstrålen smälter selektivt pulvret i enlighet med den tvärgående sektionsprofilen för varje lager av delen för bearbetning av det aktuella skiktet. När sintringen av ett skikt är avslutat minskar lyftsystemet höjden på ett skiktet tvärsnitt. Videon för distributionen av pulvret distribuerar ytterligare ett lager av metallpulver i det bildade skiktet av tvärsnitt och synder nästa skikt. Detta är skiktet vid skiktet. Tills hela delen är på ett sätt. Hela gjutningsprocessen utförs i en teknisk kammare, dammsugat eller fyllt med skyddande gas för att förhindra metallreaktion med andra gaser vid höga temperaturer.
I teknikDen selektiva lasersmältningen av metaller taixing -teknik använder en laser med en hög energitäthet och en liten diameter på platsen, som kan slutföra tillverkningen av komplexa delar, för tillverkningen som vanliga metoder skulle kräva veckor eller till och med månader, under en extremt kort tid. Bildade delar har inte bara exakt dimensionell noggrannhet, hög hållfasthet och hög masstäthet, utan har också utmärkta mekaniska egenskaper och andra aspekter. Det används huvudsakligen för snabb tillverkning av metalldelar med hög precision och högkvalitet.
Nyckelfunktioner
Hög hastighet, hög noggrannhet, hög kvalitet
Metal 3D -skrivare Taixing · SLM -serie
Bildade delar har den bästa ytkvaliteten utan polering.
Gjutna delar har hög noggrannhet och används för tillverkning av precisionsprototyper.
Den direkta produktionen av metallfunktionella delar utan mellanprocesser, vilket i hög grad förenklar produktionsprocessen.
Den har en metallurgisk struktur, hög densitet (> 99%), utmärkta mekaniska egenskaper och gör att du kan utesluta behovet av efterföljande bearbetning.
Detaljer kan göras på några minuter eller timmar, beroende på delens storlek och komplexitet.
Det kan direkt producera funktionella delar av en komplex geometrisk form (till exempel spärrar, levande slingor)
Materialet har ett brett utbud av applicering, och dess metallpulver kan vara olika individuella material eller multikomponentmaterial.
Speciellt lämplig för tillverkning av enskilda eller småskaliga funktionella delar för en individuell ordning.



Tekniska egenskaper hos ISLM280
| Lasersystem Lasersystem | Laser -typ laser Våglängd 1064 nm Laserkraft 500 w |
| re -beläggningssystem Re -beläggningssystem | Beläggningsmetoden: Skrapan distribuerar pulvret i två riktningar. Tjockleken på det normala skiktet är 0,05 mm. Producera snabbt ett skikt med en tjocklek av 0,05 ~ 0,15 mm. Tjockleken på precisionsproduktionsskiktet är 0,02 ~ 0,05 mm. |
| Optiskt skanningssystem Optisk och skanning | Lätt fläck (diameter @ 1/e²) 0,06 ~ 0,20 mm Skanning Galvanometer High -hastighetsskanningsgalvanometer Del skanningshastighet 1.0–4,0 m/s (rekommenderas) Partiell hopphastighet 10,0 m/s (rekommenderas) Referensproduktionshastigheten är 4 ~ 20 cm³/h. |
| Skyddssystem Sköldsystem | Skyddande gaskväve, argon (aktiva metallmaterial måste skyddas av argon) Stream Regulator: Intellektuell justering 0-3 L/min. Dammkontroll och ett effektivt skyddande gascirkulationssystem |
| Moms Konstruktionskatt | Standardvolymen är cirka 27,5 liter. Produktionsplattform XY 280 mm (x) × 280 mm (Y) (exklusive rundningshål för skruvar, etc.) En axel z 380 mm (inklusive underlagets tjocklek) Den maximala vikten för delen är 50 kg. Typ av uppvärmning: Precisionsuppvärmning av resistiv tråd Gjutmaterial: rostfritt stål, gjutstål, titanlegering, aluminiumlegering, koboltkromlegering, nickellegering, koppar, etc. |
| Förvaltningsprogramvara PROGRAMVARA | Typ av Ethernet, TCP/IP, IEEE802.3 ISLM (Presto SLM) produktionsprogramvara 3Dlayer -databehandlingsprogramvara (multi -nivå -behandlingsprogramvara med tre -dimensionellt stöd) CLI -datagränssnittsfil, SLC -fil, STL -fil |
| Installationsförhållanden Installationsförhållanden | Strömförsörjning 220 V (± 10 %) växelström, 50/60 Hz, enstaka fas, 16 A. Miljötemperatur 20-26 ° C Relativ luftfuktighet är under 40%utan frost. Utrustningsstorleken är 1,75 m (w) × 1,40 m (d) × 2,20 m (c) (utan datorställ) Utrustningsvikten är cirka 2000 kg. |
| Garantiperiod GARANTI | Laser 5000 timmar eller 12 månader (beroende på vad som kommer tidigare) Hela maskinens liv är 12 månader från installationens datum. |
Kontakta oss
Relaterade populära produkter

Taisin Light-Adoptive 3D-skrivare SLA200
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Taisin Light-Adoptive 3D-skrivare SLA880
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.

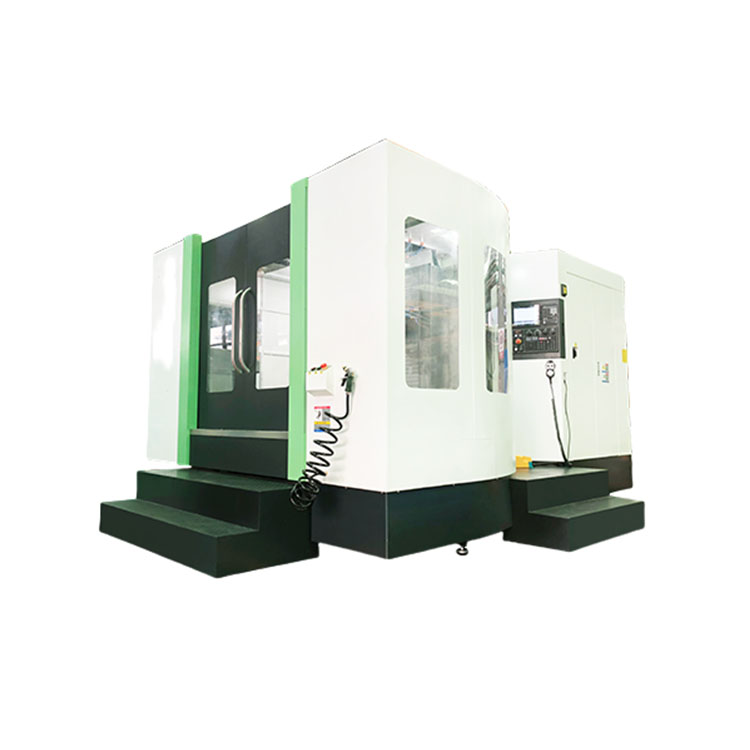
Taisin högprecision vertikalt bearbetningscenter med CNC VMC TXP-1890
Maskinerna i en serie vertikala bearbetningscentra är baserade på snabb och styv bearbetning som en grundläggande utgångspunkt för design, vilket säkerställer massproduktion, bearbetningsnoggrannhet och effektiviteten i delarbehandlingen. Den modulära kombinationen av funktioner för mycket effektiv lossning, snabb foder och hastighetsspindel kan tillfredsställa det individuella valet av olika behov hos kunder vid bearbetning; Alla nyckelkomponenter som påverkar kvaliteten på hela maskinen importeras komponenter med hög kvalitet;
Taisin Light-Adoptive 3D-skrivare SLA550EX
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.

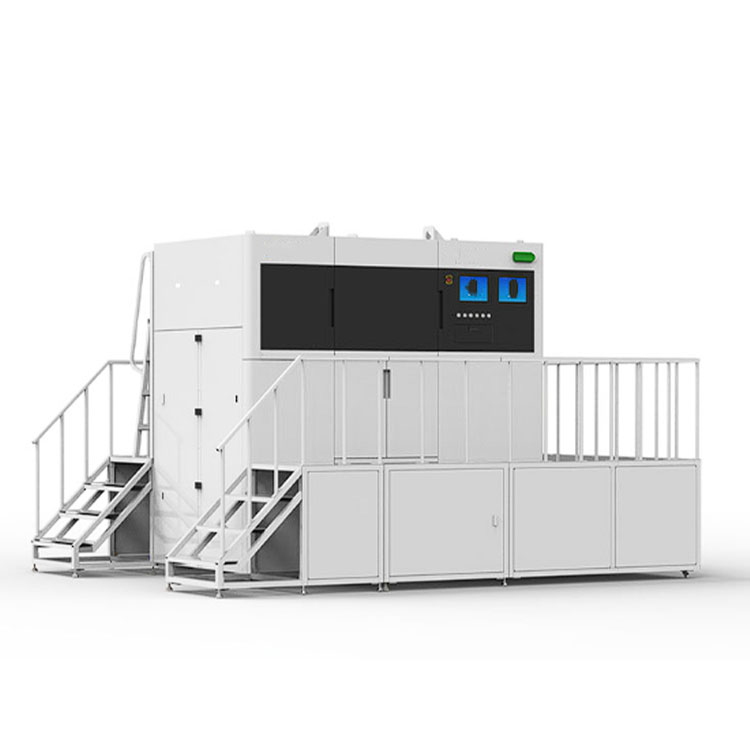
Taisin Metal 3D -skrivare islm800qn
Selektiv lasersmältning av metaller (SLM) är en 3D -tryckteknik där metallpulver används för direkttryck av metalldelar. Vid utskrift applicerar skrapan ett skikt av metallpulver på den formande cylinderns stödplatta, och laserstrålen smälter selektivt pulvret i enlighet med det tvärgående avsnittet för varje lager av delen för bearbetning av det aktuella skiktet. När sintringen av ett skikt är avslutat minskar lyftsystemet höjden på ett skiktet tvärsnitt. Videon för distributionen av pulvret distribuerar ytterligare ett lager av metallpulver i det bildade skiktet av tvärsnitt och synder nästa skikt. Detta är skiktet vid skiktet. Tills hela delen är på ett sätt. Hela gjutningsprocessen utförs i en teknisk kammare, dammsugat eller fyllt med skyddande gas för att förhindra metallreaktion med andra gaser vid höga temperaturer.
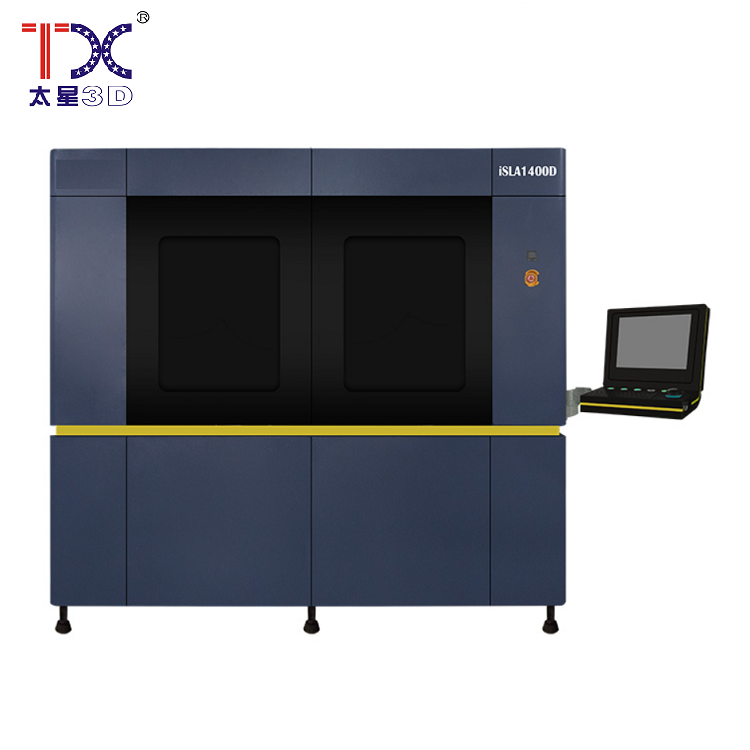
Taisin Lättadopt 3D-skrivare SLA1300D
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Taisin Portal Processing Center med CNC TXM-9038
En vertikal bearbetning med två kolumner anpassar sig till egenskaperna hos traditionella två -kolumnmaskiner med hög styvhet, en symmetrisk struktur och hög stabilitet. Genom analysen av element är strukturen för huvudkomponenterna optimerade, produktens dynamiska egenskaper förbättras och den perfekta kombinationen av hög effekt, högt vridmoment, hög effektivitet och högprekissionsbehandling uppnås. Det är lämpligt för stora skala sektorer av tung bearbetning, såsom varvsindustri, metallurgi och petrokemi.
Taisin vertikal CNC TXLC-500 CNC
En vertikalt Tokure -maskin (WTL) är en av de mest traditionella typerna av maskinverktyg. De är idealiska för tung bearbetning av medelstora och stora delar. När tekniken utvecklas blir vertikala svängmaskiner mer universella. Våra vertikala svängningsmaskiner ökar prestandan på grund av stabil bearbetning av tunna väggade tomma och arbetsäkra preparat. Basen och kolumnen i lådans typ bildar en mycket tillförlitlig och styv struktur. Spindelens skrov med flänsstrukturen minimerar effekten av termisk deformation och vibrationer, vilket ger stabil och exakt skärning.

Taisin Light-Adopted 3D-skrivare ISL1100
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Taisin Metal 3D -skrivare islm420dn
Selektiv lasersmältning av metaller (SLM) är en 3D -tryckteknik där metallpulver används för direkttryck av metalldelar. Vid utskrift applicerar skrapan ett skikt av metallpulver på den gjutningscylinderns stödplatta, och laserstrålen smälter selektivt pulvret i enlighet med den tvärgående sektionsprofilen för varje lager av delen för bearbetning av det aktuella skiktet. När sintringen av ett skikt är avslutat minskar lyftsystemet höjden på ett skiktet tvärsnitt. Videon för distributionen av pulvret distribuerar ytterligare ett lager av metallpulver i det bildade skiktet av tvärsnitt och synder nästa skikt. Detta är skiktet vid skiktet. Tills hela delen är på ett sätt. Hela gjutningsprocessen utförs i en teknisk kammare, dammsugat eller fyllt med skyddande gas för att förhindra metallreaktion med andra gaser vid höga temperaturer.
Taisin höghastighetsborrning och gängad maskin TX-T6
En maskin med hög hastighet för borrning och skärtrådar är en effektiv teknisk utrustning som kombinerar funktionerna för borrning och skärtrådar. Det är speciellt utformat för kraven på hög noggrannhet och höghastighetsbehandling. Denna utrustning använder ett avancerat CNC -system och en höghastighetsspindel, som gör att du kan utföra komplexa borr- och skärtrådar med flera hål på kort tid. Den har egenskaperna för hög stabilitet, hög noggrannhet och betydligt förbättrad produktionseffektivitet och är lämplig för massproduktion och korrekt bearbetning av komplexa delar. Det används ofta inom fordonsindustrin, elektroniska produkter, flyg-, maskinbyggnad och andra industrier och är särskilt lämplig för snabb bearbetning av metall, plast och andra material.
Taisin Light-Adoptive 3D-skrivare SLA300
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.

Taisin-borrning och gängad skärmaskin med CNC TXT-700
Centerna för borrning och skärtrådar är utformade för att vara enkla och effektiva, idealiskt lämpliga för exakta, snabba och upprepade bearbetningsprocesser. En speciell design för borrning och skärtrådar ger maximal effektivitet och skärhastighet på tråden och låter dig också borra mer fasta material. Borrriminerade CNC-maskiner är idealiska för bearbetning av delar med flera hål, djupa hål eller gängade hål.
Taisin Metal 3D -skrivare islm600qn
Selektiv lasersmältning av metaller (SLM) är en 3D -tryckteknik där metallpulver används för direkttryck av metalldelar. Vid utskrift applicerar skrapan ett skikt av metallpulver på den formande cylinderns stödplatta, och laserstrålen smälter selektivt pulvret i enlighet med det tvärgående avsnittet för varje lager av delen för bearbetning av det aktuella skiktet. När sintringen av ett skikt är avslutat minskar lyftsystemet höjden på ett skiktet tvärsnitt. Videon för distributionen av pulvret distribuerar ytterligare ett lager av metallpulver i det bildade skiktet av tvärsnitt och synder nästa skikt. Detta är skiktet vid skiktet. Tills hela delen är på ett sätt. Hela gjutningsprocessen utförs i en teknisk kammare, dammsugat eller fyllt med skyddande gas för att förhindra metallreaktion med andra gaser vid höga temperaturer.
Taisin Light-Adoptive 3D-skrivare SLA800
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Taisin ljusadopt 3D-skrivare SLA660Lite
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Lämna oss ett meddelande
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese