






Produkt





-
Taisin Metal 3D -skrivare islm420dn
-

Taisin Metal 3D -skrivare ISLM500D
-

Taisin Light-Adoptive 3D-skrivare SLA1600D
-

Taisin Portal Processing Center YBM-2015
-

Taisin Light-Adoptive 3D-skrivare SLA450
-

Taisin Processing Center for Drilling and Cutting Threads TXT-800
-

Taisin höghastighetsborrning och gängad maskin TX-T6
-

Taisin höghastighets fem-axlig bearbetningscenter TX-UC400
-

Taisin Light-Adoptive 3D-skrivare SLA200
-

Taisin Metal 3D -skrivare islm800qn
-

Taisin Pyatioseva CNC Processing Center for Machining TXMT-21042
-

Taisin Portal Processing Center med CNC TXM-9038
-
Taisin Metal 3D -skrivare islm600qn
-

Taisin Light-Adoptive 3D-skrivare SLA550
-
Taisin Metal 3D -skrivare SLM280
-

Taisin höghastighets- och högprecisionsbehandlingscenter för bearbetning av delar TX-V8



{kind=link}
{kind=link}
{kind=link}
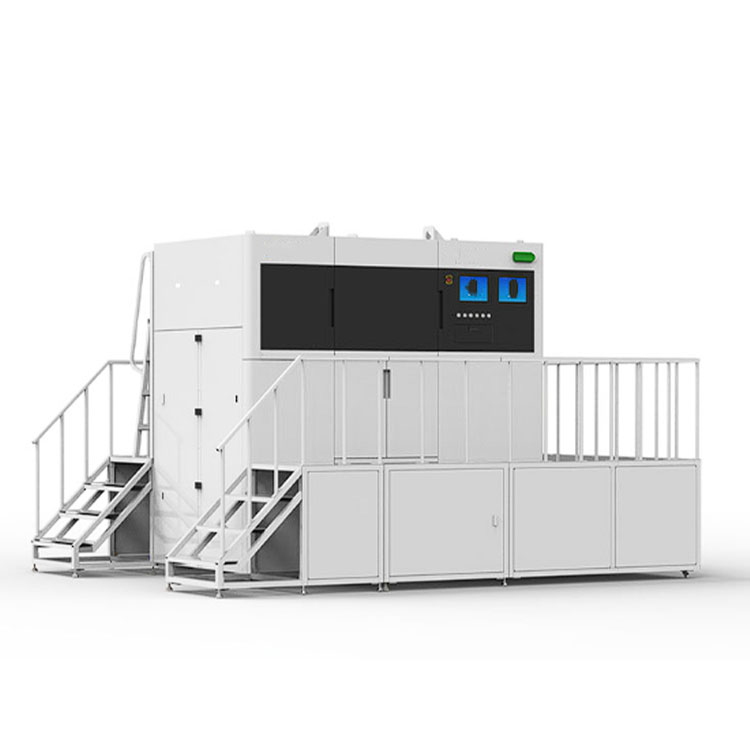
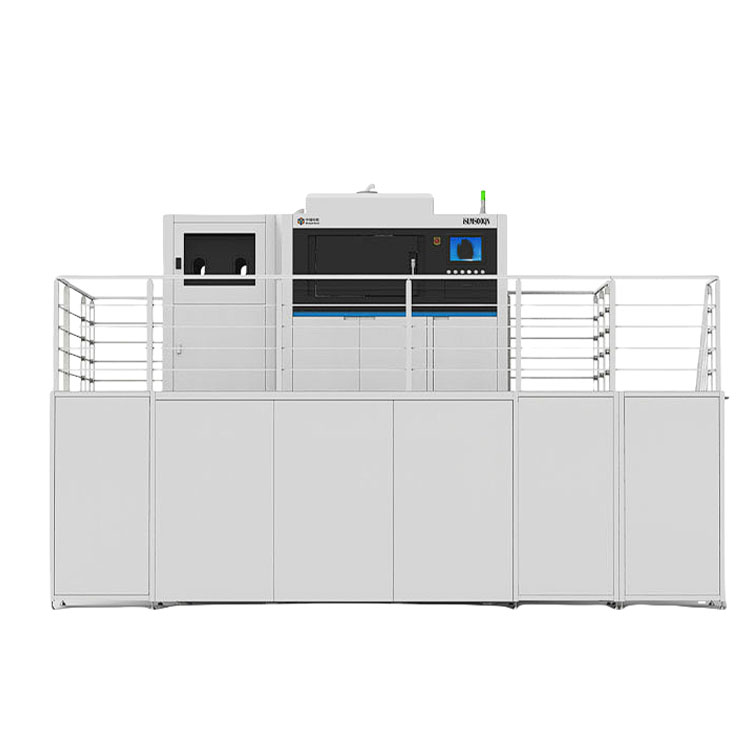
Taisin lättadoptiv 3D-skrivare SLA1900D
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Beskrivning
markör
Introduktion av produkten
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Detaljer om produkten
Gjutna delar med högsta detalj och kvaliteten på den släta ytan
Noggrannhet upp till 0,05 mm för tillverkning av precisionsprototyper.
Detaljer kan göras på några minuter eller timmar, beroende på delens storlek och komplexitet.
Möjligheten att tillverka olika delar och sammansatta noder.
Smolish material skiljer sig åt i styrka, detalj, färg, transparens och värmebeständighet.



Specifikation av ISLA1900D
| Kategori | Specifikation |
| Lasersystem | Antal lasrar: dubbellaser Lazer -typ: Solid -state laser med diodpump (ND: YVO₄) Våglängd: 354,7 nm Laserkraft: 1000/2000/3000 MW |
| Re -beläggningssystem | Beläggningsmetod: Intellektuell position-vacuum-adsorptionsbeläggning. Normal skikttjocklek: 0,1 mm. Tjockleken på det snabba produktionslagret: 0,1-0,15 mm. Tjockleken på lagret av precisionsproduktion: 0,05–0,1 mm. |
| Optiskt skanningssystem | Platsens diameter (@1/e²): 0,10–0,16 mm (normal), 0,10-0,50 mm (dynamisk skalning) Skanning av galvanometer: Höghastighetsskanning Galvanometer (dubbel galvanometer) Del skanningshastighet: 6.0–20.0 m/s (rekommenderas) Detaljer Hastighet: 20.0–40.0 m/s (rekommenderas). |
| Produktionshastigheten | Produktionshastighet: 150 ~ 500 g/h (Super × 2 | Dubbel galvanometer) |
| Lyftsystem | Upprepad positioneringsnoggrannhet: ± 0,01 mm. Lyftmotor: Cervikal med hög precission. Referensplattform: marmorreferensplattform. |
| Hartsbehållare | Standardvolym: Cirka 1825 liter vid 600 mm (Z) Produktionsplattform XY: 1900 mm (x) × 1000 mm (y) Axis Z: 600 mm (standard) / <600 mm (individuellt) Maximal vikt: 150 kg vid 600 mm (z) Hartsuppvärmningsmetod: Precisionsuppvärmning av resistiv tråd |
| Fotokänsligt harts | ZR680 (mättad vit), ZR710 (stark vit), ZR820 (hög transparens), realabs (ihållande gul), redwood (röd yoma) |
| Förvaltningsprogramvara | Nätverkstyp: Ethernet, TCP/IP, IEEE802.3 Management Software: Isla (noll 5.0) Produktionsprogramvara Programvara för databehandling: 3Dlayer Datagränssnitt: CLI -fil, SLC -fil, STL -fil |
| Installationsförhållanden | Kraftämne: 200 ~ 240 V AC, 50/60 Hz, enkelfas, 5/20 A. Miljötemperatur: 20–26 ° C. Relativ fuktighet: Mindre än 40 %, utan frysning. Enhetens dimensioner: 2,85 m (bredd) × 1,60 m (djup). ) × 2,50 m (höjd) (utan datorställ) Utrustningsvikt: Cirka 3500 kg |
| Garantiperiod | Laser: 5000 timmar eller 12 månader (beroende på vad som kommer tidigare). Bilmontering: 12 månader från installationens datum. |
Kontakta oss
Relaterade populära produkter
Taisin Light-Adoptive 3D-skrivare SLA880
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Taisin Lättadopt 3D-skrivare SLA1300D
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.

Taisin Lättadopt 3D-skrivare SLA660
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.

Taisin Light-Adopted 3D-skrivare SLA6036
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.

Taisin Light-Adoptive 3D-skrivare SLA500
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.

Taisin Light-Adoptive 3D-skrivare SLA800
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.

Taisin Metal 3D -skrivare SLM160
Selektiv lasersmältning av metaller (SLM) är en 3D -tryckteknik där metallpulver används för direkttryck av metalldelar. Vid utskrift applicerar skrapan ett skikt av metallpulver på den gjutningscylinderns stödplatta, och laserstrålen smälter selektivt pulvret i enlighet med den tvärgående sektionsprofilen för varje lager av delen för bearbetning av det aktuella skiktet. När sintringen av ett skikt är avslutat minskar lyftsystemet höjden på ett skiktet tvärsnitt. Videon för distributionen av pulvret distribuerar ytterligare ett lager av metallpulver i det bildade skiktet av tvärsnitt och synder nästa skikt. Detta är skiktet vid skiktet. Tills hela delen är på ett sätt. Hela gjutningsprocessen utförs i en teknisk kammare, dammsugat eller fyllt med skyddande gas för att förhindra metallreaktion med andra gaser vid höga temperaturer.
Taisin horisontellt bearbetningscenter med CNC High noggrannhet HMC TXHD-630
Horisontella bearbetningscentra med CNC och automatiska pallbytesenheter utvecklas med hänsyn till effektivitet och tillförlitlighet. HMC är också mer hållbart och har ett stort verktyg för lagringsverktyg. Denna design ökar repeterbarheten och allmän mångsidighet. Om du helt enkelt letar efter en mer tillförlitlig lösning än ett vertikalt bearbetningscenter finns det också horisontella bearbetningscentra utan en plastbytesanordning.
Taisin höghastighets fem-axlig bearbetningscenter TX-UC400
Ett höghastighetspyato -axbehandlingscenter är en modern CNC -maskin, som samtidigt kan kontrollera rörelsen för flera axlar när den roterar med hög hastighet och är lämplig för bearbetning av komplexa böjda ytor och högprekisionsdelar. Det används allmänt inom flyg-, bilindustrin, bearbetning av pressformer, precisionsinstrumentation och andra branscher. Den kan utföra mångfacetterad bearbetning i en klämma, minska många förberedelser av arbetsstycken samt öka produktionseffektiviteten och bearbetningsnoggrannheten. Denna utrustning har kraftfulla flexibla bearbetningsfunktioner och är särskilt lämplig för bearbetning av komplexa tre -dimensionella böjda ytor och delar med hög exponering, vilket avsevärt ökar produktionsautomation och produktkvalitet.
Taisin Light-Adoptive 3D-skrivare SLA200
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Taisin Light-Adoptive 3D-skrivare SLA550
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Taisin Metal 3D -skrivare islm420dn
Selektiv lasersmältning av metaller (SLM) är en 3D -tryckteknik där metallpulver används för direkttryck av metalldelar. Vid utskrift applicerar skrapan ett skikt av metallpulver på den gjutningscylinderns stödplatta, och laserstrålen smälter selektivt pulvret i enlighet med den tvärgående sektionsprofilen för varje lager av delen för bearbetning av det aktuella skiktet. När sintringen av ett skikt är avslutat minskar lyftsystemet höjden på ett skiktet tvärsnitt. Videon för distributionen av pulvret distribuerar ytterligare ett lager av metallpulver i det bildade skiktet av tvärsnitt och synder nästa skikt. Detta är skiktet vid skiktet. Tills hela delen är på ett sätt. Hela gjutningsprocessen utförs i en teknisk kammare, dammsugat eller fyllt med skyddande gas för att förhindra metallreaktion med andra gaser vid höga temperaturer.

Taisin tre-tråds järnvägsgjutmaskin av hög styvhet TX-6027
En tre-linjes reformeringsmaskin med hög styvhet är en högpresterande maskin speciellt utformad för att bearbeta pressformer och har utmärkt styvhet och stabilitet. Denna modell använder en tre -linjedesign av guiden, som avsevärt ökar maskinens vibrationsbeständighet och bärförmåga, vilket ger stabil och exakta skärprestanda under högprissättning. Speciellt lämpligt för bearbetning av stora, komplexa former och material med hög hårdhet. På grund av den utmärkta noggrannheten och stabiliteten i bearbetningen används den allmänt vid produktion av pressformer i bilar, hushållsapparater, plast, tryck under tryck och andra industrier. Det kan effektivt minska bearbetningstiden och öka produktionseffektiviteten och produktkvaliteten.
Taisin Metal 3D -skrivare islm800qn
Selektiv lasersmältning av metaller (SLM) är en 3D -tryckteknik där metallpulver används för direkttryck av metalldelar. Vid utskrift applicerar skrapan ett skikt av metallpulver på den formande cylinderns stödplatta, och laserstrålen smälter selektivt pulvret i enlighet med det tvärgående avsnittet för varje lager av delen för bearbetning av det aktuella skiktet. När sintringen av ett skikt är avslutat minskar lyftsystemet höjden på ett skiktet tvärsnitt. Videon för distributionen av pulvret distribuerar ytterligare ett lager av metallpulver i det bildade skiktet av tvärsnitt och synder nästa skikt. Detta är skiktet vid skiktet. Tills hela delen är på ett sätt. Hela gjutningsprocessen utförs i en teknisk kammare, dammsugat eller fyllt med skyddande gas för att förhindra metallreaktion med andra gaser vid höga temperaturer.
Taisin Portal Processing Center med CNC TXM-9038
En vertikal bearbetning med två kolumner anpassar sig till egenskaperna hos traditionella två -kolumnmaskiner med hög styvhet, en symmetrisk struktur och hög stabilitet. Genom analysen av element är strukturen för huvudkomponenterna optimerade, produktens dynamiska egenskaper förbättras och den perfekta kombinationen av hög effekt, högt vridmoment, hög effektivitet och högprekissionsbehandling uppnås. Det är lämpligt för stora skala sektorer av tung bearbetning, såsom varvsindustri, metallurgi och petrokemi.
Taisin Light-Adoptive 3D-skrivare SLA550EX
Stereolitografi (SLA) är en höghastighets- och högprecision 3D-tryckteknik. Detaljer skrivs ut med hjälp av en UV-laser och en flytande fotopolymer, botad av UV-strålning-"fotopolymer". Laserstrålen styrs för att skanna ytan på vätskeshartset, så att ytan på vätskeshartset härdar och bildar den skannade filmen på tvärsnittet av delen. När du har botat ett lager, täck det nybildade skiktet med ett annat lager av flytande harts och fortsätt att skanna för att härda och kombinera det med tvärsnittet av den tidigare avvisade delen. Detta händer framåt och bakåt, ett lager med ett lager för att skriva ut en full tre -dimensionell del.
Lämna oss ett meddelande
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese