






Typer av vändoperationer
2024-11-12
CNC -vridmaskiner är multifunktionsverktyg som kan utföra olika operationer för att skapa delar eller komponenter för olika branscher. Även om vändning är den vanligaste processen som är förknippad med vridmaskiner, är CNC -vridmaskiner inte begränsade till vridning, men är system för produktionsprocesser, inklusive rotation. Förändringarna som inträffar under svängningsoperationer beror på en förändring i skärverktygets geometri och interaktionen mellan verktyget med arbetsstycket. Varje operation har sitt eget sätt att uppfylla de nödvändiga designkraven, vilket gör det möjligt för tillverkare att utveckla strukturer för ett visst projekt. För att använda rätt process i produktionen är det nödvändigt att skilja mellan olika kategorier av vändverksamhet.
I den här artikeln ägnas huvuduppmärksamheten till tio huvudtyper av vändverksamhet med CNC, deras användning och hur man väljer lämpligt för ett specifikt arbete. Så låt oss se djupare ut.
Linjär vändning med CNC
Direktvridning är den enklaste operationen på CNC -maskinen. Det involverar rotationen av skärverktyget i ett plan parallellt med arbetsstyckets axel för att minska dess storlek till en viss storlek. Denna operation är nödvändig för tillverkning av symmetriska delar av tvärsektionens ständiga tjocklek, såsom cylindrar.
Detaljer om processen:
I processen med linjär vändning med CNC används en vändkontrollhållare för att flytta skärverktyget längs arbetsstyckets längd. Faktorer som spindelhastigheten, matningshastigheten och kontrollen av skärdjupet, bestämmer verktygets rörelse. Till exempel kan skärdjupet ställas in med 1 mm, och tillförselhastigheten är 0,2 mm/omsättning, vilket är lämpligt för höga hastigheter på materialet åtföljt av högt slitage på verktyget.
Storlekskontroll:
Noggrannheten som uppnås med linjärt utbyte med CNC är upp till ± 0,1 mm, beroende på typ av maskin och det bearbetade materialet. Denna process har också hög reproducerbarhet i serieproduktionen, vilket är en ytterligare fördel.
ansökan:
Denna operation är standard i branscher som producerar delar som axlar, axlar och fästelement, eftersom du med dess hjälp kan producera långa cylindriska produkter med samma tjocklek på väggarna för fordons- och rymdindustrin.

CNC -borrmaskin
Bleing är en vändoperation där storleken på det befintliga hålet i arbetsstycket ökar. Ombordstigning på en CNC -maskin är korrekt i betydelsen, eftersom den gör att du kan producera hål med den exakta diametern och kvaliteten på ytan.
Teknisk prestanda:
När dum bearbetning på CNC -maskiner används tråkiga mandrel för att klippa materialet från insidan av hålet. Matningshastigheten och skärdjupet ingår i CNC -programmet, som bestämmer rörelsen av baren. Måtten på hålen är tillgängliga med en noggrannhet på 0,005 mm för applikationer som kräver hög noggrannhet.
Optimering av ytans kvalitet:
Ytans renhet under jävelen är avgörande, särskilt när hålet används som en stödyta eller guide. Suran på ytan på det klippta materialet beror på geometrien på verktyget och det klippta materialet och ligger inom RA från 2 till 8 mikron.
CNC Turning
CNC som slutar med CNC är en enkel svängningsoperation, som gör att du kan få en platt ren yta i slutet av ett cylindriskt arbetsstycke. Detta hjälper till att ge arbetsstycket ett formulär för andra operationer som bör vara parallella med rotationsaxeln.
Teknisk recension:
Under ändbehandlingen på CNC-maskiner rör sig skärverktyget radiellt längs arbetsstyckets ändyta, och rörelsen styrs av G-koder. Facing -operationer utförs vanligtvis på ett mindre djup åt gången för att undvika att ta bort för mycket material åt gången. Spindelhastigheten (i hastigheter per minut) och matningshastigheten (i millimeter per varv) kan ändras för att säkerställa ytbehandling av hög kvalitet.
Renheten hos ytan och toleranser:
CNC -ändar ger ytrenhet till RA 4 -mikron, som varierar beroende på det klippta materialet och geometrien för skärverktyget. Toleranser är vanligtvis cirka ± 0. 01mm. Därför används det bäst i applikationer som kräver noggrannhet.
ansökan:
CNC -ändar används för att vrida, borra eller klippa trådar. Det används där ändytan används som en basyta för andra operationer, såsom tillverkning av flänsar, lager och axlar.
CNC -kottar vänder
CNC Conical Turning Processing används för att bearbeta cylindriska ämnen. Konvibilitet innebär att diametern i ena änden av arbetsstycket är större än diametern i den andra änden. Denna operation är avgörande för att justera delarna till olika detaljer med en kon.
Teknisk noggrannhet:
Vid vridning av bearbetning med CNC -kottar tillförs skärverktyget i en vinkel i förhållande till arbetsstyckets rotationsaxel. Konens vinkel är justerbar med CNC -programmet och den sammansatta bromsoken styrs med en kon -enhet. Till exempel kan konens traditionella vinkel vara 5 grader med en tolerans på ± 0,02 grader.
Rekommendationer för ytdekoration:
Konisk vändning hjälper till att producera färdiga delar eller produkter av hög kvalitet. Spindelhastigheten och matningshastigheten är kritiska parametrar och de bör ställas in för att uppnå bästa resultat. Traditionell ytråhet är i RA -området från 0,8 till 1,6 mikron, men det kan variera beroende på verktyget och bearbetningsmaterial som används för att skapa mikrostrukturer.
ansökan:
Vridningen av kottar används huvudsakligen för att tillverka delar såsom Morse -kottar, som håller skärverktyg på maskinspindlar, rörtrådar och konisk stift. CNC -maskiner producerar kottar med hög precission som kräver strikta standarder och använder specifikationer.
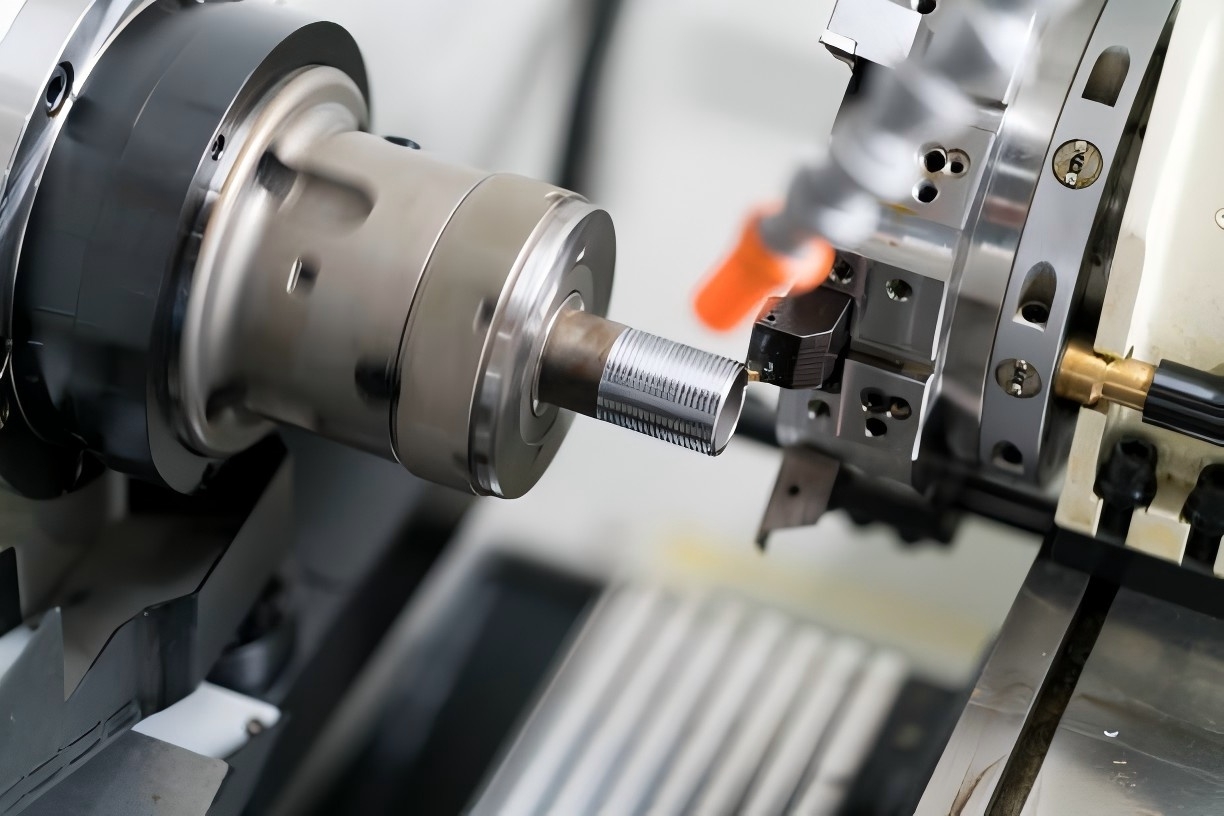
CNC -trådskärning
CAP -skärning på en CNC -maskin är processen att klippa den inre tråden på arbetsstycket. Denna operation hjälper till att få hål av rätt storlek som är nödvändiga för tillverkning av mekaniska fästelement och anslutningar. Det förväntas att de verktyg som används för att klippa trådarna på CNC -maskiner kommer att producera en genomtråd med hög noggrannhet på kort tid.
Skärparametrar:
CNC -maskiner kan också justera hastigheten, matningen och djupet på trådskärningsprocessen. Toleranserna för tråden ligger vanligtvis i intervallet ± 0,01 mm, så den inre tråden uppfyller en mycket hög standard. De är programmerade i maskinen så att tankningen utförs korrekt och jämnt.
Ytintegritet:
Trådens yta ska alltid vara ren och utan skador. Genom korrekt placering av skärverktyget och rätt skärförhållanden kan fel tråd, bildning av burrs och defekter elimineras. Material som används för tillverkning och smörjning av verktyg för skärtrådar bestämmer också jämnheten och kvaliteten på den resulterande tråden.
ansökan:
CNC -trådskärning används allmänt inom bil-, flyg-, rymd-, elektroniska och andra branscher. Producerar rack, stödplattor, växellådor och andra detaljer.
CIP -konturbehandling
En annan operation av CNC -vridbehandling är konturering, där olika böjda former skapas på arbetsstycket. Detta kräver skärande material med hjälp av verktyg programmerade för att simulera geometriska former. Denna teknik är särskilt relevant när en skarp förändring i lutningen och krökningen krävs för att förbättra de estetiska och funktionella egenskaperna.
Konturparametrar:
CNC -maskiner är känsliga för vägen för verktyg, krökning och skärdjup. Denna noggrannhet är avgörande för att skapa lämpliga, svåra att tillverka formulär. Traditionellt var profilens tolerans cirka ± 0,05 mm, vilket gav en hög grad av enhetlighet i strukturen.
Ytintegritet:
Omvänd bearbetning kräver högkvalitativa verktyg och de högsta skärhastigheterna för att undvika problem som spår av verktyg och ojämna ytor.
ansökan:
CNT CNT CNC -bearbetning används varhelst kurvor är nödvändiga för att skapa former, till exempel inom flyg-, fordons- och medicinska områden.
CNC -trådbehandling
CAP -skärning på en CNC -maskin är en operation där spiralspår på arbetsstyckets cylindriska yta används för att skapa trådar. Denna process hjälper till att skapa gängade delar med hårda toleranser och hög noggrannhet.
Noggrann trådbehandling:
CNC -maskiner kan också producera interna och externa trådar i termer av önskad storlek och form. CNC -programmet reglerar steg, djup och profil för trådar, toleranser kan endast vara plus/minus 0,01 mm. Till exempel kan den vanliga storleken på M10 × 1,5 -tråden (metrisk tråd) göras med samma kvalitet, oavsett om detta är den första cykeln, den andra cykeln eller någon annan cykel.
Verktyg och tid för cykeln:
CAP -skärning på en CNC -maskin innehåller verktyg för skärtrådar och cykeltiden - två mycket viktiga faktorer. Karbidplattorna är att föredra på grund av deras slitmotstånd och bevarande av egenskaperna hos toppen, vilket gör att du effektivt och snabbt kan klippa tråden.
ansökan:
De används allmänt vid produktion av skruvar, bultar och muttrar. Det används också för tillverkning av inre trådar i detaljer såsom rörledningsförstärkning och ventilkropp, där trådens geometri är avgörande för montering och tätning.
CNC -spårbehandling
Hastighetsoperationer inkluderar användning av fast legering eller höghastighetsstålverktyg för att klippa ut smala kanaler eller spår i materialet i arbetsstycket. Bearbetning av spår på en CNC -maskin hjälper till att skära ut specialdelar i material och är lämplig för delar med spår.
SA -sockerrörsparametrar:
CNC -maskiner reglerar spårens bredd, djup och position med mycket hög noggrannhet. Beroende på enhetens syfte kan spårets bredd vara från 5 mm till flera millimeter. Djupkontrollen under undervattensoperationer är också korrekt, vanligtvis med en noggrannhet av ett plus eller minus 0,2 mm. Grooves bredd är 0,2 mm, spåret motsvarar projektet.
Ytintegritet:
Vid bearbetning av spår bör arbetsstyckets yta skyddas från skador. För att förhindra bildning av burrs och få en jämn klippt yta, bör skärverktyget vara skarpt och skärhastigheten och fodret måste väljas i enlighet därmed.
ansökan:
CNC Grooving producerar sadlar för tätningsringar, spår för låsringar och andra hemliga delar. Det används också för att skapa delar för andra CNC -operationer, såsom snidning eller svetsning, spår är nödvändiga för korrekt landning;
CNP -rullning
Rullningen är en svängningsoperation som skapar ett mönster på arbetsstyckets yta. När det finns problem med fångsten eller utseendet på detaljerna är CAPE för CNC avgörande på grund av den noggrannhet som den ger.
Skapa ett mönster:
Rullningen på en CNC -maskin kräver rotation av ett blint verktyg relativt arbetsstycket för att skapa flera rullar. CNC -programmet som utvecklats för detta ändamål kontrollerar rullningens djup och steg, vanligtvis från 0,5 till 2,0 mm, så att ritningen av rullningen på ytan på handtaget är symmetriskt.
Materialhänsyn:
Drunknat material är också avgörande i denna process. Till exempel kräver aluminium det kontrollerade trycket på verktyget så att det inte böjs, och stål kräver ett långsamt foder för att förhindra snabbt slitage av verktyget.
ansökan:
CNC -rullning används vid produktion av verktyg, fästelement och handtag som kräver bättre fångst. Det används också för estetiska funktioner när utseendet på ett korrugerat mönster är viktigt för produkten. En annan fördel med att rulla på CNC -maskinen är att den är mycket exakt, och varje detalj kommer att ha en korrugerad yta, som alla andra detaljer.
CNC Turning Tokar är en universell CNC -bearbetningsprocess, som har ett antal fördelar. Som en pionjär för förändringar och förbättringar i exakt teknik använder CNC Yangsen den senaste avancerade tekniken. CNC Yangsen har moderna CNC -maskiner, som ger noggrannhet och stabilitet i olika svängprocesser. Deras teknik varierar från den enklaste slutbehandlingen och direkt vänd till komplexa operationer, såsom skärtrådar och spår, vilket gör att komponenter med hög storlek noggrannhet och noggrannhet.





Lämna oss ett meddelande
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese