






Dönüş işlemleri türleri
2024-11-12
CNC çevirme makineleri, çeşitli endüstriler için parça veya bileşenler oluşturmak için çeşitli işlemler gerçekleştirebilen çok amaçlı araçlardır. Dönüş, dönüş makineleriyle ilişkili en yaygın işlem olmasına rağmen, CNC dönüş makineleri dönüş ile sınırlı değildir, ancak rotasyon da dahil olmak üzere üretim süreçleri sistemleridir. Dönüş işlemleri sırasında meydana gelen değişiklikler, kesme aletinin geometrisindeki bir değişiklik ve aletin iş parçası ile etkileşiminden kaynaklanmaktadır. Her operasyonun, üreticilerin belirli bir proje için yapılar geliştirmesine olanak tanıyan gerekli tasarım gereksinimlerini yerine getirmenin kendi yolu vardır. Üretimde doğru süreci kullanmak için, çeşitli dönüş işlemleri kategorilerini ayırt etmek gerekir.
Bu makalede, ana dikkat, CNC ile on ana dönüş işlemi türüne, kullanımlarına ve belirli bir iş için uygun olanı nasıl seçeceklerine ödenmektedir. Öyleyse daha derine bakalım.
CNC ile doğrusal dönüş
Doğrudan Turning, CNC makinesinde en basit işlemdir. Kesme aletinin boyutunu belirli bir boyuta indirmek için iş parçasının eksenine paralel bir düzlemde dönüşünü içerir. Bu işlem, silindirler gibi çapraz kesitin sabit kalınlığının simetrik parçalarının üretimi için gereklidir.
Sürecin ayrıntıları:
CNC ile doğrusal dönme işleminde, kesme aletini iş parçasının uzunluğu boyunca hareket ettirmek için bir dönüş kontrol tutucu kullanılır. Milin hızı, besleme hızı ve kesme derinliğinin kontrolü gibi faktörler, aletin hareketini belirler. Örneğin, kesme derinliği 1 mm ile ayarlanabilir ve besleme hızı 0,2 mm/cirodur, bu da aletin yüksek aşınması ile birlikte malzemenin yüksek hızları için uygundur.
Boyut Kontrolü:
CNC ile doğrusal verimle elde edilen doğruluk, makine tipine ve işlenmiş malzemeye bağlı olarak ± 0.1 mm'ye kadardır. Bu işlem aynı zamanda seri üretimde yüksek tekrarlanabilirliğe sahiptir, bu da ek bir avantajdır.
başvuru:
Bu işlem, eksenler, şaftlar ve bağlantı elemanları gibi parçalar üreten endüstrilerde standarttır, çünkü yardımıyla otomotiv ve havacılık endüstrileri için aynı kalınlığa sahip uzun silindirik ürünler üretebilirsiniz.

CNC Sondaj Makinesi
Bleing, iş parçasındaki mevcut deliğin boyutunun arttığı bir dönüş işlemidir. Bir CNC makinesine binmek, boyut anlamında doğrudur, çünkü yüzeyin kesin çapı ve kalitesinde delikler üretmenizi sağlar.
Teknik Performans:
CNC makinelerinde aptalca işlem yaparken, malzemeyi deliğin içinden kesmek için sıkıcı mandreller kullanılır. Besleme hızı ve kesme derinliği, çubuğun hareketini belirleyen CNC programına dahildir. Deliklerin boyutları, yüksek doğruluk gerektiren uygulamalar için 0.005 mm'lik bir doğrulukla mevcuttur.
Yüzeyin kalitesinin optimizasyonu:
Piç sırasında yüzeyin saflığı, özellikle delik destekleyici bir yüzey veya kılavuz olarak kullanıldığında çok önemlidir. Kesik malzemenin yüzeyinin pürüzlülüğü, aletin geometrisine ve kesilmiş malzemeye bağlıdır ve 2 ila 8 mikron arasında RA içindedir.
CNC Dönüşü
CNC ile biten CNC, silindirik bir iş parçasının sonunda düz temiz bir yüzey almanızı sağlayan basit bir dönüş işlemidir. Bu, iş parçasına dönme eksenine paralel olması gereken diğer işlemler için bir form vermeye yardımcı olur.
Teknik İnceleme:
CNC makinelerinde uç işlem sırasında, kesme aracı iş parçasının uç yüzeyi boyunca radyal olarak hareket eder ve hareket G-Codes tarafından kontrol edilir. Karşı operasyonlar, bir seferde çok fazla malzemenin çıkarılmasını önlemek için genellikle bir seferde daha küçük bir derinlikte gerçekleştirilir. Milin hızı (dakikada hızlarda) ve besleme hızı (dönüş başına milimetre cinsinden) yüksek kaliteli yüzey işlemi sağlamak için değiştirilebilir.
Yüzey ve toleransların saflığı:
CNC uçları, kesme malzemesine ve kesme aletinin geometrisine bağlı olarak değişen Ra 4 mikronlara yüzey saflığı sağlar. Toleranslar genellikle yaklaşık ± 0. 01mm'dir. Bu nedenle, en iyi doğruluk gerektiren uygulamalarda kullanılır.
başvuru:
CNC uçları, iplikleri çevirmek, delmek veya kesmek için kullanılır. Uç yüzeyinin flanşlar, rulmanlar ve şaftlar üretimi gibi diğer işlemler için temel bir yüzey olarak kullanıldığı yerde kullanılır.
CNC Konileri Dönüş
CNC konik dönüş işlemi silindirik boşlukları işlemek için kullanılır. Faktabilite, iş parçasının bir ucunun çapının diğer ucun çapından daha büyük olduğu anlamına gelir. Bu işlem, parçaları bir koni ile çeşitli ayrıntılara ayarlamak için çok önemlidir.
Teknik doğruluk:
CNC konileri ile işleme dönüşmesi durumunda, kesme aracı, iş parçasının dönme eksenine göre bir açıda sağlanır. Koninin açısı CNC programı kullanılarak ayarlanabilir ve kompozit kaliper bir koni cihazı kullanılarak kontrol edilir. Örneğin, koninin geleneksel açısı ± 0.02 derece toleransı ile 5 derece olabilir.
Yüzey dekorasyon önerileri:
Konik dönüş, yüksek kaliteli bitmiş parçalar veya ürünler üretmeye yardımcı olur. Milin hızı ve besleme hızı kritik parametrelerdir ve en iyi sonuçları elde etmek için ayarlanmalıdır. Geleneksel yüzey pürüzlülüğü 0.8 ila 1.6 mikron arasındadır, ancak mikroyapılar oluşturmak için kullanılan alet ve işleme malzemelerine bağlı olarak değişebilir.
başvuru:
Konilerin dönüşü esas olarak makine iğleri, boru iplikleri ve konik pim üzerinde kesme aletleri tutan Morse konileri gibi parçaları üretmek için kullanılır. CNC makineleri, katı standartlar gerektiren ve özellik özellikleri gerektiren yüksek önde gelen koniler üretir.
CNC iplik kesimi
Bir CNC makinesinde kapak kesimi, iş parçasındaki dahili ipliği kesme işlemidir. Bu işlem, mekanik bağlantı elemanlarının ve bağlantıların üretimi için gerekli olan doğru boyutta deliklerin elde edilmesine yardımcı olur. CNC makinelerindeki iş parçacıklarını kesmek için kullanılan araçların kısa sürede yüksek doğruluğa sahip bir iplik üretmesi beklenmektedir.
Kesme Parametreleri:
CNC makineleri ayrıca iplik kesme işleminin hızını, beslemesini ve derinliğini doğru bir şekilde ayarlayabilir. İpliğin toleransları genellikle ± 0.01 mm aralığındadır, bu nedenle dahili diş çok yüksek bir standartla uyumludur. Yakıt ikmali doğru ve eşit olarak gerçekleştirilecek şekilde makinede programlanırlar.
Yüzey Bütünlüğü:
İpliğin yüzeyi her zaman temiz ve herhangi bir hasar olmadan olmalıdır. Kesme aletinin uygun şekilde konumlandırılması ve doğru kesme koşulları, yanlış iplik, çapak ve kusurların oluşumu ortadan kaldırılabilir. Kesme dişlerinin üretimi ve yağlanması için kullanılan malzemeler, ortaya çıkan ipliğin pürüzsüzlüğünü ve kalitesini de belirler.
başvuru:
CNC iplik kesimi otomobil, havacılık, elektronik ve diğer endüstrilerde yaygın olarak kullanılmaktadır. Raflar, destek plakaları, şanzımanlar ve diğer detaylar üretir.
CIP Kontur İşleme
CNC dönüş işleminin bir başka işlemi, iş parçasında çeşitli kavisli formların oluşturulduğu konturlamadır. Bu, geometrik şekilleri simüle etmek için programlanmış araçlar kullanarak malzemeyi kesmeyi gerektirir. Bu teknik özellikle estetik ve fonksiyonel özellikleri iyileştirmek için gradyan ve eğrilikte keskin bir değişiklik gerektiğinde önemlidir.
Kontur parametreleri:
CNC makineleri, alet, eğrilik ve kesme derinliğine duyarlıdır. Bu doğruluk, uygun, üretilmesi zor formlar oluşturmak için çok önemlidir. Geleneksel olarak, profilin toleransı, yapının yüksek derecede homojenliğini sağlayan yaklaşık ± 0.05 mm idi.
Yüzey Bütünlüğü:
Ters işleme, araç izleri ve eşit olmayan yüzeyler gibi sorunlardan kaçınmak için yüksek kaliteli araçlar ve en yüksek kesme hızları gerektirir.
başvuru:
CNT CNT CNC işleme, örneğin havacılık, otomotiv ve tıbbi alanlarda formlar oluşturmak için eğrilerin gerekli olduğu her yerde kullanılır.
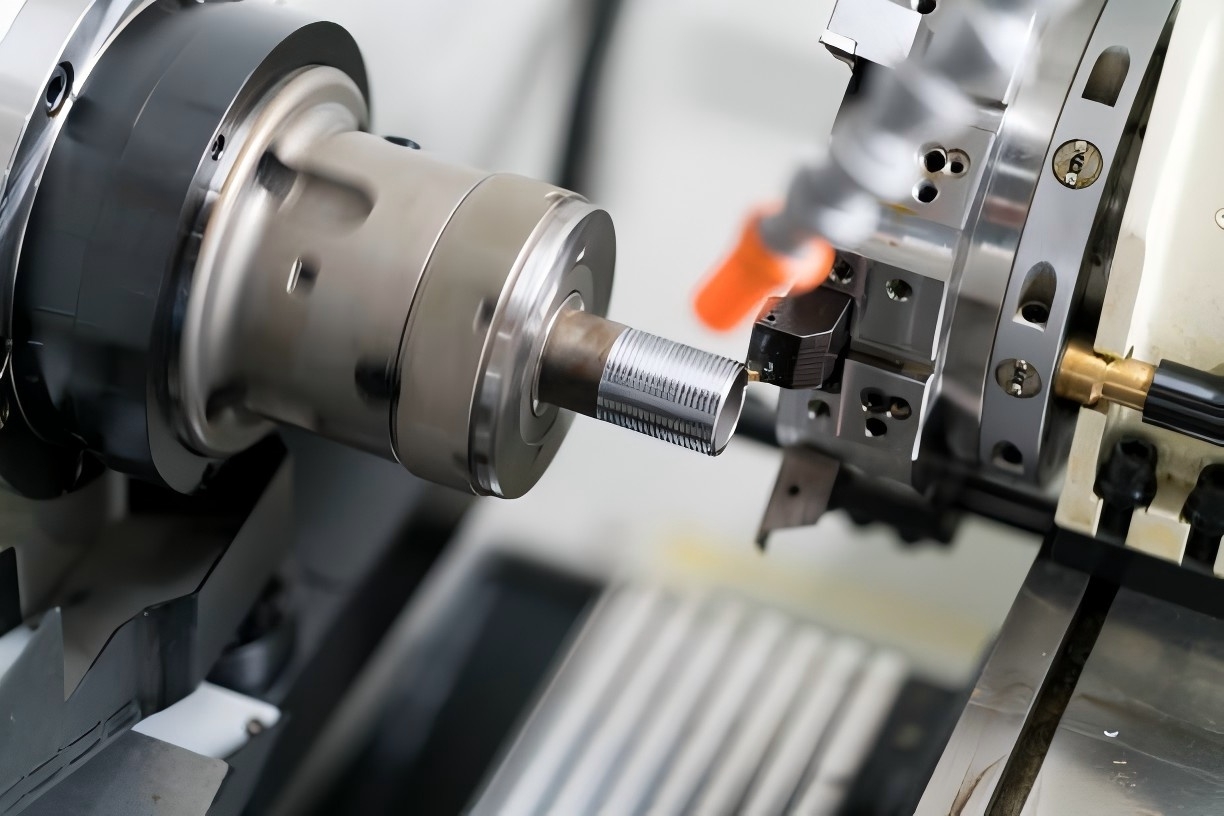
CNC iş parçacığı işleme
Bir CNC makinesinde kapak kesimi, iş parçasının silindirik yüzeyindeki spiral olukların dişler oluşturmak için kullanıldığı bir işlemdir. Bu işlem, sert toleranslar ve yüksek doğrulukla dişli parçaların oluşturulmasına yardımcı olur.
Doğru iş parçacığı işleme:
CNC makineleri, gerekli boyut ve şekil açısından iç ve harici iş parçacıkları da üretebilir. CNC programı ipliklerin adımını, derinliğini ve profilini düzenler, toleranslar sadece artı/eksi 0.01 mm olabilir. Örneğin, M10 × 1.5 ipliğin (metrik iplik) olağan boyutu, bunun birinci döngü, ikinci döngü veya başka bir döngü olup olmadığına bakılmaksızın aynı kalitede yapılabilir.
Döngünün aracı ve zamanı:
Bir CNC makinesinde kapak kesimi, iplikleri kesmek için araçlar ve döngü süresi - iki çok önemli faktör içerir. Karbür plakaları, aşınma direncleri ve üst kısmın özelliklerinin korunması nedeniyle tercih edilir, bu da ipliği etkili ve hızlı bir şekilde kesmenizi sağlar.
başvuru:
Vidalar, cıvatalar ve fındık üretiminde yaygın olarak kullanılırlar. Ayrıca, iplik geometrisinin montaj ve sızdırmazlık için çok önemli olduğu boru hattı takviyesi ve valf gövdesi gibi ayrıntılarda iç iplik üretimi için de kullanılır.
CNC Groove İşleme
Hız işlemleri, iş parçasının malzemesindeki dar kanalları veya olukları kesmek için katı alaşım veya yüksek hızlı çelik aletlerin kullanımı içerir. Bir CNC makinesinde olukların işlenmesi, malzemelerde özel parçaların kesilmesine yardımcı olur ve oluklu parçalar için uygundur.
SA Case Parametreleri:
CNC makineleri, olukların genişliğini, derinliğini ve konumunu çok yüksek doğrulukla düzenler. Cihazın amacına bağlı olarak, oluğun genişliği 5 mm ila birkaç milimetre olabilir. Sualtı operasyonları sırasında derinlik kontrolü de doğrudur, genellikle bir artı veya eksi 0.2 mm doğruluğu ile. Olubun genişliği 0.2 mm'dir, oluk projeye karşılık gelir.
Yüzey Bütünlüğü:
Olukları işlerken, iş parçasının yüzeyi hasardan korunmalıdır. Bu nedenle, çapak oluşumunu önlemek ve pürüzsüz biçilmiş bir yüzey elde etmek için kesme aracı keskin olmalı ve kesme hızı ve besleme buna göre seçilmelidir.
başvuru:
CNC kanalları, repeting halkaları, kilitleme halkaları ve diğer gizli parçalar için oluklar için eyerler üretir. Ayrıca, oyma veya kaynak gibi diğer CNC işlemleri için parça oluşturmak için de kullanılır, oluklar uygun iniş için gereklidir;
CNP haddeleme
Yuvarlanma, iş parçasının yüzeyinde bir desen oluşturan bir dönüş işlemidir. Ayrıntıların yakalanması veya ortaya çıkmasıyla ilgili sorunlar olduğunda, CNC'nin pelerin, sağladığı doğruluk nedeniyle çok önemlidir.
Bir Desen Oluşturma:
Bir CNC makinesinde yuvarlanma, birkaç rulo oluşturmak için iş parçasına göre kör bir aletin dönüşünü gerektirir. Bu amaç için geliştirilen CNC programı, genellikle 0,5 ila 2.0 mm arasında yuvarlanmanın derinliğini ve adımını kontrol eder, böylece sapın yüzeyinde yuvarlanmanın çizimi simetriktir.
Maddi Hususlar:
Bu süreçte boğulmuş malzeme de çok önemlidir. Örneğin, alüminyum, aracın kontrollü basıncını bükmemesi için gerektirir ve çelik, aletin hızlı aşınmasını önlemek için yavaş bir besleme gerektirir.
başvuru:
CNC Rolling, daha iyi bir yakalama gerektiren araçların, bağlantı elemanlarının ve kulpların üretiminde kullanılır. Ayrıca, oluklu bir paternin görünümü ürün için önemli olduğunda estetik fonksiyonlar için de kullanılır. CNC makinesinde yuvarlanmanın bir başka avantajı da çok doğru olması ve her ayrıntının diğer ayrıntılar gibi oluklu bir yüzeye sahip olmasıdır.
CNC Turning Tokar, bir takım avantajları olan evrensel bir CNC işleme işlemidir. Kesin mühendislikte değişiklik ve iyileştirmelerin öncüsü olan CNC Yangsen, en son gelişmiş teknolojileri kullanıyor. CNC Yangsen, çeşitli dönüş süreçlerinde doğruluk ve stabilite sağlayan modern CNC makinelerine sahiptir. Teknolojileri, en basit son işlemden ve doğrudan dişleri kesme iplikleri ve oluklar gibi karmaşık işlemlere yönelerek değişir ve yüksek boyut doğruluğu ve doğruluğu olan bileşenlere izin verir.





Lütfen bize bir mesaj bırakın
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese