






Продукція





-
Центр обробки Taisin Horizontal YBM-1270
-

Taisin Metal 3D -принтер ISLM800QN
-

Центр обробки порталу Taisin з ЧПУ TXM-9038
-
Taisin Metal 3D -принтер ISLM600QN
-

Taisin Light-adoptive 3D-принтер SLA500
-
Taisin Metal 3D принтер SLM280
-

Taisin Light-adoptive 3D-принтер SLA200
-
Taisin Metal 3D -принтер ISLM420DN
-

Taisin Light-Adoptive 3D-принтер SLA1900D
-

Taisin Light-adoptive 3D-принтер SLA300
-

Машина для буріння та різьблення та різьблення з ЧПУ TXT-700
-

Тайсін високошвидкісне буріння та різьбова машина TX-T6
-

Taisin Light-Adoptive 3D-принтер SLA1600D
-

Taisin Metal 3D -принтер ISLM500D
-

Taisin Metal 3D принтер SLM160
-

Високошвидкісний п’ятисайковий центр обробки TX-UC400



{kind=link}
{kind=link}
{kind=link}
Taisin Metal 3D принтер IDEN160
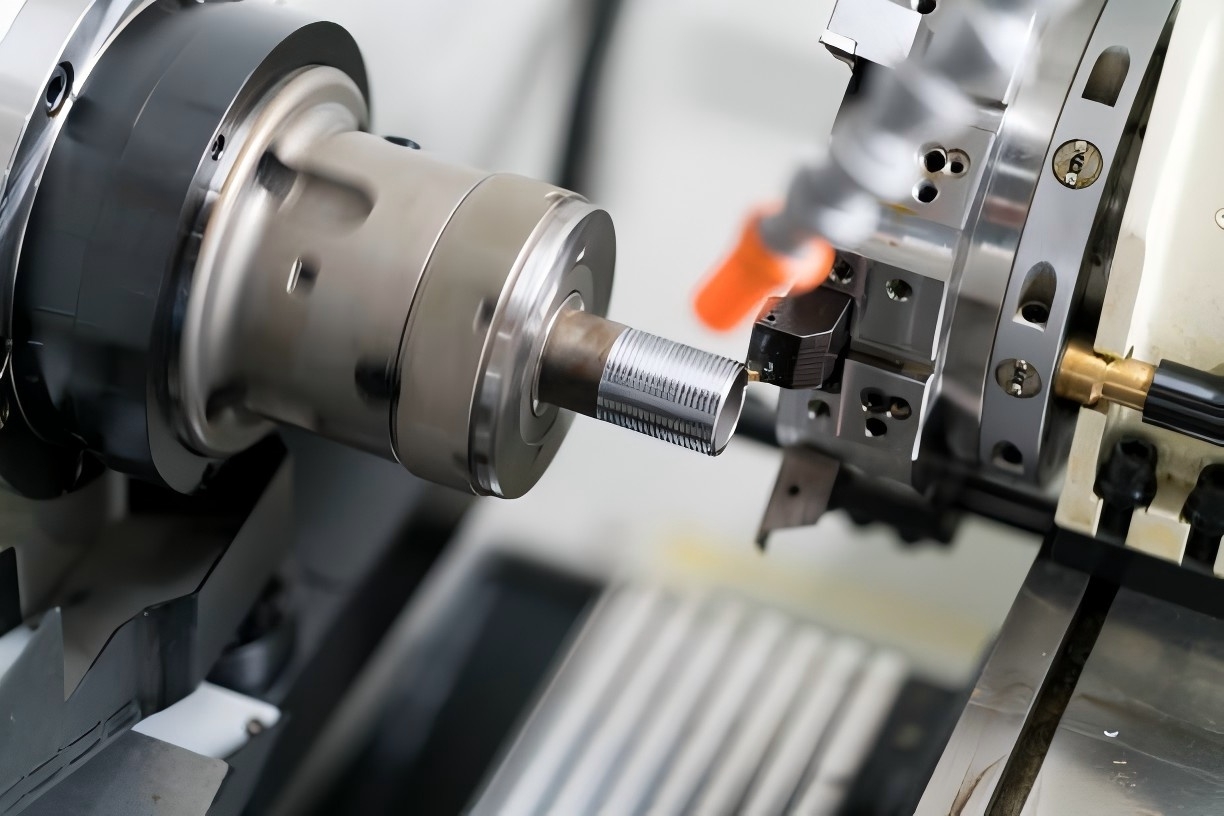
Селективне лазерне плавлення металів (SLM)-Це технологія 3D -друку, в якій металевий порошок використовується для прямого друку металевих деталей. При друкуванні скребок наносить шар металевого порошку на опорну пластину циліндра лиття, а лазерний промінь вибірково розтоплює порошок відповідно до профілю поперечного перерізу кожного шару частини для обробки поточного шару. Після завершення спікання одного шару система підйому зменшує висоту одного шару перерізу. Відео для розподілу порошку розподіляє інший шар металевого порошку у утворений шар поперечного перерізу і гасає наступний шар. Це шар за шаром. Поки вся частина не буде певним чином. Весь процес формування проводиться в технологічній камері, пилосося або заповнюється захисним газом для запобігання реакції металу з іншими газами при високих температурах.
Опис
маркер
Селективне лазерне плавлення металів (SLM)-Це технологія 3D -друку, в якій металевий порошок використовується для прямого друку металевих деталей. При друкуванні скребок наносить шар металевого порошку на опорну пластину циліндра лиття, а лазерний промінь вибірково розтоплює порошок відповідно до профілю поперечного перерізу кожного шару частини для обробки поточного шару. Після завершення спікання одного шару система підйому зменшує висоту одного шару перерізу. Відео для розподілу порошку розподіляє інший шар металевого порошку у утворений шар поперечного перерізу і гасає наступний шар. Це шар за шаром. Поки вся частина не буде певним чином. Весь процес формування проводиться в технологічній камері, пилосося або заповнюється захисним газом для запобігання реакції металу з іншими газами при високих температурах.
В технологіяхСелективне лазерне плавлення технології Taixing Metals використовує лазер з високою щільністю енергії та невеликим діаметром місця, який може завершити виготовлення складних деталей, для виготовлення яких звичайні методи потребують тижнів або навіть місяців, протягом надзвичайно короткого періоду часу. Сформовані частини не тільки мають точну розмірну точність, високу міцність та високу щільність маси, але й мають чудові механічні властивості та інші аспекти. В основному він використовується для швидкого виготовлення високо -високоякісних металевих деталей.
Основні особливості
Висока швидкість, висока точність, висока якість
Металевий 3D -принтер Taixing · SLM Series
Сформовані частини мають найкращу якість поверхні без полірування.
Кастинки мають високу точність і використовуються для виготовлення точних прототипів.
Пряме виробництво металевих функціональних частин без проміжних процесів, що значно спрощує виробничий процес.
Він має металургійну структуру, високу щільність (> 99%), відмінні механічні властивості і дозволяє виключити потребу в подальшій обробці.
Деталі можна подавати за лічені хвилини або години, залежно від розміру та складності частини.
Він може безпосередньо створювати функціональні частини складної геометричної форми (наприклад, засувки, живі петлі)
Матеріал має широкий спектр нанесення, а його металевий порошок може бути різними індивідуальними матеріалами або багатокомпонентними матеріалами.
Особливо підходить для окремого або мало -масштабного індивідуального налаштування функціональних частин.



Технічні характеристики IDEN160
| Лазерна система Лазерна система | Лазерний лазер Довжина хвилі 1064 нм Лазерна потужність 500 Вт |
| Система повторного покриття Система покриття | Метод покриття: скребок розподіляє порошок у двох напрямках. Товщина нормального шару становить 0,03 мм. Швидкий товщина шару 0,03 ~ 0,10 мм. Товщина точного виробничого шару становить 0,02 ~ 0,03 мм. |
| Оптична система сканування Оптичне та сканування | Легка пляма (діаметр @ 1/e²) 0,05 ~ 0,15 мм Сканування гальванометра сканлаб Швидкість сканування 2,0 м/с (рекомендується) Часткова швидкість стрибка 10,0 м/с (рекомендується) Орієнтовна швидкість виробництва: 1200 зубних корон/24 години, 75 зубних брекетів/24 години. |
| Система захисту Система щита | Захист від азоту, аргон (активні металеві матеріали повинні бути захищені аргоном) Регулятор потоку: інтелектуальне регулювання 0-3 л/хв. Провадження контролю та ефективна система циркуляції захисту Видалення пилу четвертий рівень видалення та очищення пилу |
| Зробіть чан Будівництво | Стандартний об'єм становить близько 5 л. Виробнича платформа XY 160 мм (x) × 160 мм (y) (за винятком філе тощо) Вісь Z 200 мм (включаючи товщину підкладки) Максимальна вага частини - 10 кг. Швидка заміна підкладки та розбирання без отворів для гвинтів та швидка заміна перехідного відділення Точний сервігатор приводного двигуна Тип нагріву: точне нагрівання резистивного дроту Матеріали ліплення: чистий титан, титановий сплав, сплав хрому кобальту тощо. |
| Програмне забезпечення управління Програмне забезпечення | Тип Ethernet, TCP/IP, IEEE802.3 Програмне забезпечення для управління ISLM 4.0, спеціальне програмне забезпечення для виробництва стоматологічних виробів Програмне забезпечення для обробки даних 3Dlayer (програмне забезпечення для обробки багаторівневого рівня з тривимірною підтримкою) Файл інтерфейсу даних CLI, файл SLC, файл STL |
| Умови встановлення Умови встановлення | Блок живлення 220 В (± 10 %) зміна струму, 50/60 Гц, однофазна, 16 А. Температура навколишнього середовища 20-26 ° C Відносна вологість нижче 40%, без морозу. Розмір обладнання - 1,10 м (Вт) × 1,30 м (g) × 1,85 м (С) Вага обладнання становить близько 1000 кг. |
| Гарантійний період Гарантія | Лазер 5000 годин або 12 місяців (залежно від того, що настане раніше) Життя всієї машини становить 12 місяців з дати встановлення. |
Зв’яжіться з нами
Пов'язані популярні продукти
Taisin Light-Adoptive 3D-принтер SLA1900D
Стерелітографія (SLA)-це високошвидкісна та високоточна технологія 3D-друку. Деталі надруковані за допомогою ультрафіолетового лазера та рідкого фотополімеру, вилікованого ультрафіолетовим випромінюванням-«фотополімер». Лазерний промінь контролюється для сканування поверхні рідкої смоли, так що поверхня рідкої смоли затвердіє, утворюючи відскановану плівку перерізу частини. Після вилікування одного шару покрийте новостворений шар іншим шаром рідкої смоли і продовжуйте сканувати, щоб затвердити і поєднати його з перерізом раніше відхиленої частини. Це трапляється вперед і назад, шар на шар для друку повної тривимірної частини.

Taisin Light-adoptive 3D-принтер SLA550LITE
Стерелітографія (SLA)-це високошвидкісна та високоточна технологія 3D-друку. Деталі надруковані за допомогою ультрафіолетового лазера та рідкого фотополімеру, вилікованого ультрафіолетовим випромінюванням-«фотополімер». Лазерний промінь контролюється для сканування поверхні рідкої смоли, так що поверхня рідкої смоли затвердіє, утворюючи відскановану плівку перерізу частини. Після вилікування одного шару покрийте новостворений шар іншим шаром рідкої смоли і продовжуйте сканувати, щоб затвердити і поєднати його з перерізом раніше відхиленої частини. Це трапляється вперед і назад, шар на шар для друку повної тривимірної частини.

Taisin Metal 3D -принтер ISLM350DN
Селективне лазерне плавлення металів (SLM) - це технологія 3D -друку, в якій металевий порошок використовується для прямого друку металевих деталей. При друкуванні скребок наносить шар металевого порошку на опорну пластину циліндра лиття, а лазерний промінь вибірково розтоплює порошок відповідно до профілю поперечного перерізу кожного шару частини для обробки поточного шару. Після завершення спікання одного шару система підйому зменшує висоту одного шару перерізу. Відео для розподілу порошку розподіляє інший шар металевого порошку у утворений шар поперечного перерізу і гасає наступний шар. Це шар за шаром. Поки вся частина не буде певним чином. Весь процес формування проводиться в технологічній камері, пилосося або заповнюється захисним газом для запобігання реакції металу з іншими газами при високих температурах.

Центр обробки Taisin для буріння та різання ниток TXT-800
Серія обробних центрів для буріння та різання нитків широко використовується для швидкого буріння, різання нитків та фрезенту невеликих деталей, таких як електроніка, сантехніка, автомобілі, деталі та медичне обладнання; Вони також підходять для невеликих форм та точної обробки міді;
Taisin Light-Adoptive 3D-принтер SLA880
Стерелітографія (SLA)-це високошвидкісна та високоточна технологія 3D-друку. Деталі надруковані за допомогою ультрафіолетового лазера та рідкого фотополімеру, вилікованого ультрафіолетовим випромінюванням-«фотополімер». Лазерний промінь контролюється для сканування поверхні рідкої смоли, так що поверхня рідкої смоли затвердіє, утворюючи відскановану плівку перерізу частини. Після вилікування одного шару покрийте новостворений шар іншим шаром рідкої смоли і продовжуйте сканувати, щоб затвердити і поєднати його з перерізом раніше відхиленої частини. Це трапляється вперед і назад, шар на шар для друку повної тривимірної частини.
Taisin Light-adoptive 3D-принтер SLA550EX
Стерелітографія (SLA)-це високошвидкісна та високоточна технологія 3D-друку. Деталі надруковані за допомогою ультрафіолетового лазера та рідкого фотополімеру, вилікованого ультрафіолетовим випромінюванням-«фотополімер». Лазерний промінь контролюється для сканування поверхні рідкої смоли, так що поверхня рідкої смоли затвердіє, утворюючи відскановану плівку перерізу частини. Після вилікування одного шару покрийте новостворений шар іншим шаром рідкої смоли і продовжуйте сканувати, щоб затвердити і поєднати його з перерізом раніше відхиленої частини. Це трапляється вперед і назад, шар на шар для друку повної тривимірної частини.
Taisin Metal 3D -принтер ISLM420DN
Селективне лазерне плавлення металів (SLM) - це технологія 3D -друку, в якій металевий порошок використовується для прямого друку металевих деталей. При друкуванні скребок наносить шар металевого порошку на опорну пластину циліндра лиття, а лазерний промінь вибірково розтоплює порошок відповідно до профілю поперечного перерізу кожного шару частини для обробки поточного шару. Після завершення спікання одного шару система підйому зменшує висоту одного шару перерізу. Відео для розподілу порошку розподіляє інший шар металевого порошку у утворений шар поперечного перерізу і гасає наступний шар. Це шар за шаром. Поки вся частина не буде певним чином. Весь процес формування проводиться в технологічній камері, пилосося або заповнюється захисним газом для запобігання реакції металу з іншими газами при високих температурах.

Taisin Light-adoptive 3D-принтер SLA550
Стерелітографія (SLA)-це високошвидкісна та високоточна технологія 3D-друку. Деталі надруковані за допомогою ультрафіолетового лазера та рідкого фотополімеру, вилікованого ультрафіолетовим випромінюванням-«фотополімер». Лазерний промінь контролюється для сканування поверхні рідкої смоли, так що поверхня рідкої смоли затвердіє, утворюючи відскановану плівку перерізу частини. Після вилікування одного шару покрийте новостворений шар іншим шаром рідкої смоли і продовжуйте сканувати, щоб затвердити і поєднати його з перерізом раніше відхиленої частини. Це трапляється вперед і назад, шар на шар для друку повної тривимірної частини.

Taisin Gravity Machine Machine EMC-650
Машина, що займається гравітацією,-це обладнання з ЧПУ, яке поєднує функції гравірування та фрезерування. Він спеціально розроблений для обробки невеликих деталей з високою точністю. Він має високошвидкісний шпиндель та корпус високої жорсткості, здатний виконувати точну обробку складних контурів, придатних для обробки різних металевих та неметалічних матеріалів, таких як сталь, алюмінієвий сплав, мідь, пластиковий та ін. Він характеризується високою точністю обробки, високою швидкістю та широким діапазоном обробки. Він особливо підходить для сцен, що вимагають тонкої гравірування та світлого фрезерування.
Taisin Metal 3D -принтер ISLM500D
Селективне лазерне плавлення металів (SLM) - це технологія 3D -друку, в якій металевий порошок використовується для прямого друку металевих деталей. При друкуванні скребок наносить шар металевого порошку на опорну пластину циліндра лиття, а лазерний промінь вибірково розтоплює порошок відповідно до профілю поперечного перерізу кожного шару частини для обробки поточного шару. Після завершення спікання одного шару система підйому зменшує висоту одного шару перерізу. Відео для розподілу порошку розподіляє інший шар металевого порошку у утворений шар поперечного перерізу і гасає наступний шар. Це шар за шаром. Поки вся частина не буде певним чином. Весь процес формування проводиться в технологічній камері, пилосося або заповнюється захисним газом для запобігання реакції металу з іншими газами при високих температурах.
Taisin Light-Adopted 3D-принтер SLA1300D
Стерелітографія (SLA)-це високошвидкісна та високоточна технологія 3D-друку. Деталі надруковані за допомогою ультрафіолетового лазера та рідкого фотополімеру, вилікованого ультрафіолетовим випромінюванням-«фотополімер». Лазерний промінь контролюється для сканування поверхні рідкої смоли, так що поверхня рідкої смоли затвердіє, утворюючи відскановану плівку перерізу частини. Після вилікування одного шару покрийте новостворений шар іншим шаром рідкої смоли і продовжуйте сканувати, щоб затвердити і поєднати його з перерізом раніше відхиленої частини. Це трапляється вперед і назад, шар на шар для друку повної тривимірної частини.
Центр обробки Taisin Horizontal YBM-1270
Центр горизонтальної обробки -це високоефективна та висока температура ЧПУ з горизонтальним розташуванням шпинделя, що підходить для обробки складних деталей та серійного виробництва. Машина оснащена функцією багатоаксіального з'єднання та автоматичним інструментом для зміни інструменту, що дозволяє обробляти кілька поверхонь та складних вигнутих поверхонь в одному затискач, зменшуючи кількість часу затискача та помилок обробки. Горизонтальні центри обробки зазвичай використовуються для ефективного переробки важких променів та хороших показників видалення мікросхем. Вони підходять для аерокосмічної, автомобільної промисловості, машинобудування, великих форм та інших областей. Через високу жорсткість, відмінну стабільність обробки та ефективні можливості обробки, вона широко використовується в галузях, де потрібні високі показники та точність.
Taisin Light-Adopted 3D-принтер SLA660LITE
Стерелітографія (SLA)-це високошвидкісна та високоточна технологія 3D-друку. Деталі надруковані за допомогою ультрафіолетового лазера та рідкого фотополімеру, вилікованого ультрафіолетовим випромінюванням-«фотополімер». Лазерний промінь контролюється для сканування поверхні рідкої смоли, так що поверхня рідкої смоли затвердіє, утворюючи відскановану плівку перерізу частини. Після вилікування одного шару покрийте новостворений шар іншим шаром рідкої смоли і продовжуйте сканувати, щоб затвердити і поєднати його з перерізом раніше відхиленої частини. Це трапляється вперед і назад, шар на шар для друку повної тривимірної частини.
Taisin Metal 3D принтер SLM160
Селективне лазерне плавлення металів (SLM) - це технологія 3D -друку, в якій металевий порошок використовується для прямого друку металевих деталей. При друкуванні скребок наносить шар металевого порошку на опорну пластину циліндра лиття, а лазерний промінь вибірково розтоплює порошок відповідно до профілю поперечного перерізу кожного шару частини для обробки поточного шару. Після завершення спікання одного шару система підйому зменшує висоту одного шару перерізу. Відео для розподілу порошку розподіляє інший шар металевого порошку у утворений шар поперечного перерізу і гасає наступний шар. Це шар за шаром. Поки вся частина не буде певним чином. Весь процес формування проводиться в технологічній камері, пилосося або заповнюється захисним газом для запобігання реакції металу з іншими газами при високих температурах.
Тайсін високошвидкісне буріння та різьбова машина TX-T6
Машина з високою швидкістю для буріння та різання нитків -це ефективне технологічне обладнання, яке поєднує функції буріння та різання нитків. Він спеціально розроблений для вимог високої точності та високої швидкості. Це обладнання використовує вдосконалену систему ЧПУ та шпиндель з високою швидкістю, що дозволяє виконувати складні буріння та різання нитки з кількома отворами за короткий час. Він має характеристики високої стабільності, високої точності та значно підвищення ефективності виробництва та підходить для масового виробництва та точної обробки складних частин. Він широко використовується в автомобільній промисловості, електронних продуктах, аерокосмічній, машині -будівельній та інших галузях і особливо підходить для швидкої обробки металу, пластику та інших матеріалів.

Taisin Light-adoptive 3D-принтер SLA800
Стерелітографія (SLA)-це високошвидкісна та високоточна технологія 3D-друку. Деталі надруковані за допомогою ультрафіолетового лазера та рідкого фотополімеру, вилікованого ультрафіолетовим випромінюванням-«фотополімер». Лазерний промінь контролюється для сканування поверхні рідкої смоли, так що поверхня рідкої смоли затвердіє, утворюючи відскановану плівку перерізу частини. Після вилікування одного шару покрийте новостворений шар іншим шаром рідкої смоли і продовжуйте сканувати, щоб затвердити і поєднати його з перерізом раніше відхиленої частини. Це трапляється вперед і назад, шар на шар для друку повної тривимірної частини.
Будь ласка, залиште нам повідомлення
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese